
為什麼把切削速度開到兩倍,刀具壽命卻掉到三十分之一?追到刀尖那 0.01 平方毫米裡發生了什麼事
從 Merchant 力圓、刀屑界面的切削熱、擴散磨損的 Arrhenius 定律,到再生顫振的穩定性葉瓣圖,看清一條切削參數必須同時通過的力、熱、振三道關卡。
為什麼把切削速度開到兩倍,刀具壽命卻掉到三十分之一?追到刀尖那 0.01 平方毫米裡發生了什麼事
在入門篇,我們用 Taylor 方程式 $v\,T^n = C$ 描述了一個讓人印象深刻的事實:切削速度加倍,刀具壽命掉到原本的 $1/32$。但當時我們把它當成一條「經驗公式」直接拿來用——背後的指數 $n$ 從哪來?為什麼是這麼極端的非線性?這篇進階文章要做的,就是把鏡頭推進到刀尖前方那塊不到 $0.01\ \mathrm{mm^2}$ 的「一次剪切區(primary shear zone)」與刀屑接觸面,看清楚切削力如何轉成熱、熱如何決定磨損、以及一個更隱蔽的限制——整台機器在某個轉速下會突然開始「尖叫」並把工件啃出波紋。
換句話說,入門篇談的是「材料怎麼被剪斷」的幾何,這篇談的是「刀具怎麼被熱死、機器怎麼被振垮」的動力學與熱力學。這三件事——剪切、熱、振動——共同決定了一條切削參數能不能真的用在產線上。
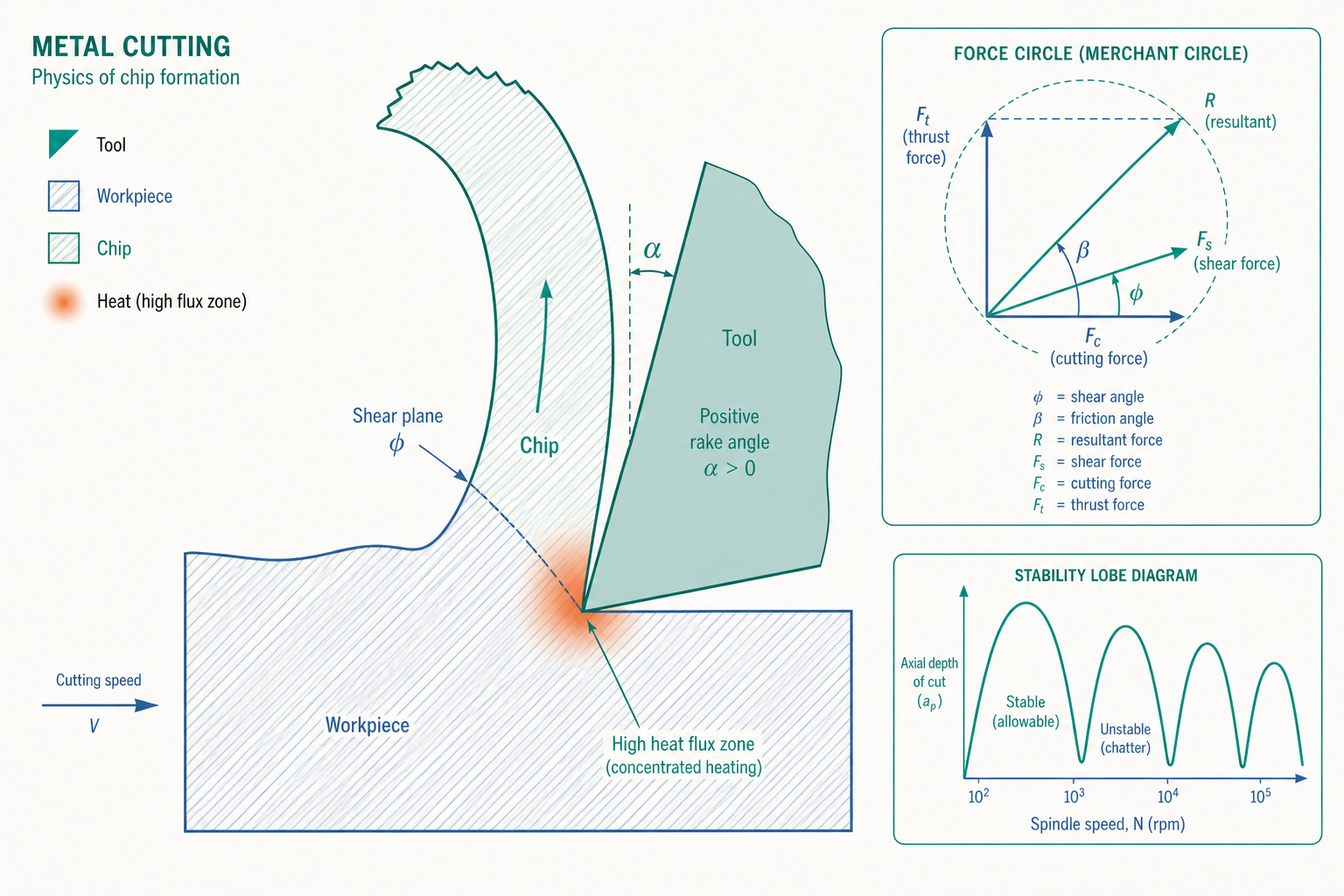
從 Merchant 圓到切削力的分解
入門篇給了剪切角 $\phi$ 與切屑比 $r$ 的幾何關係,卻沒談「力」是怎麼分配的。Merchant(1945)的貢獻是把作用在切屑上的合力 $R$ 用一個力圓(Merchant's circle)拆成四組正交分量。
在二維(正交)切削裡,合力 $R$ 可以投影到三個方向:沿剪切面的剪切力 $F_s$、刀屑界面上的摩擦力 $F$ 與其正向力 $N$、以及我們在機台上量得到的切削力 $F_c$(沿切削速度方向)與推力 $F_t$(垂直方向)。它們的關係由前角 $\alpha$ 與摩擦角 $\beta$($\tan\beta = \mu$,$\mu$ 為刀屑摩擦係數)串起來:
$$ F_c = R\cos(\beta - \alpha), \qquad F_t = R\sin(\beta - \alpha) $$
剪切面上的剪切力與工件材料的剪切流動應力 $\tau_s$ 直接相關。剪切面的面積是 $A_s = \dfrac{t_0\,w}{\sin\phi}$($t_0$ 為未變形切屑厚度、$w$ 為切寬),所以
$$ F_s = \tau_s A_s = \frac{\tau_s\, t_0\, w}{\sin\phi} $$
把 $F_s = R\cos(\phi + \beta - \alpha)$ 代入並消去 $R$,可得切削力的一條核心式:
$$ F_c = \frac{\tau_s\, t_0\, w \,\cos(\beta - \alpha)}{\sin\phi\,\cos(\phi + \beta - \alpha)} $$
這條式子很有故事。Merchant 進一步假設「系統會選擇讓總切削功最小的剪切角」,對 $\phi$ 求極值 $\dfrac{dF_c}{d\phi}=0$,得到著名的 Merchant 關係:
$$ \phi = \frac{\pi}{4} - \frac{\beta - \alpha}{2} $$
它預測:刀屑摩擦 $\beta$ 越大、剪切角越小、切屑越厚、切削越費力。這就是為什麼「鋒利、低摩擦、正前角」的刀具切起來輕鬆——它們同時推高 $\phi$ 並壓低 $\beta$。雖然真實金屬的 $\phi$ 通常比這條式子預測的偏小(因為理想塑性假設過於樂觀),但它把「摩擦 → 剪切角 → 切削力」的因果鏈講得乾淨漂亮。
看一個例子:算出刀屑界面的摩擦係數
假設正交車削一塊鋼料:前角 $\alpha = 10^\circ$,量得切削力 $F_c = 1200\ \mathrm{N}$、推力 $F_t = 500\ \mathrm{N}$。刀屑摩擦力與正向力為
$$ F = F_c\sin\alpha + F_t\cos\alpha = 1200\sin 10^\circ + 500\cos 10^\circ \approx 208 + 492 = 700\ \mathrm{N} $$
$$ N = F_c\cos\alpha - F_t\sin\alpha = 1200\cos 10^\circ - 500\sin 10^\circ \approx 1182 - 87 = 1095\ \mathrm{N} $$
摩擦係數
$$ \mu = \frac{F}{N} = \frac{700}{1095} \approx 0.64, \qquad \beta = \arctan 0.64 \approx 32.6^\circ $$
注意這個 $\mu \approx 0.64$ 遠高於一般機械接觸的乾摩擦(通常 $0.1\sim0.3$)。原因是刀屑界面處於極高壓力,部分區域發生「黏著(sticking)」而非滑動,使等效摩擦係數異常高。這個高摩擦正是下一節熱量的主要來源。
切削熱:80% 的功變成集中在刀尖的熱
入門篇提過「切削功率幾乎全變成熱」,但沒說熱怎麼分配。實務上切削熱來自兩個源頭:一次剪切區的塑性變形(佔大部分)與刀屑界面的摩擦(二次剪切區)。一個關鍵且反直覺的事實是:這些熱並非平均分給工件、切屑與刀具,而是隨切削速度越快,越多熱被切屑「帶走」。
Loewen-Shaw 的分析給出剪切面溫升的近似。剪切產生的熱通量除以流入工件的比例後,可估算剪切面平均溫升 $\Delta T_s$。一個被廣泛使用的無因次參數是熱數(thermal number)
$$ R_T = \frac{\rho c\, v\, t_0}{k} $$
其中 $\rho c$ 是工件單位體積熱容、$k$ 是熱導率。$R_T$ 越大(速度快、切深大、或材料導熱差),代表熱「來不及」傳進工件本體,只能被快速移動的切屑捲走。流入工件的熱比例 $\Gamma$ 隨 $R_T$ 升高而下降,這就是高速切削(high-speed machining)的物理基礎——速度夠快時,工件本體反而保持相對冷。
但刀尖本身逃不掉。刀屑界面(rake face)上的摩擦熱集中在一條長度僅約等於切屑接觸長度的窄帶,那裡的界面溫度 $T_{\text{int}}$ 可輕易突破 $800\sim1000\ ^\circ\mathrm{C}$。我們可以用一個量級估算來感受:若界面摩擦功率為 $P_f = F\cdot v_c$($v_c = r\,v$ 為切屑滑移速度),集中在接觸面積 $A_{\text{int}}$ 上,平均熱通量
$$ \dot q'' = \frac{P_f}{A_{\text{int}}} $$
承接上節的 $F = 700\ \mathrm{N}$,設切削速度 $v = 3\ \mathrm{m/s}$、切屑比 $r = 0.4$(故 $v_c = 1.2\ \mathrm{m/s}$)、接觸長度 $0.5\ \mathrm{mm}$、切寬 $4\ \mathrm{mm}$($A_{\text{int}} = 2\ \mathrm{mm^2} = 2\times10^{-6}\ \mathrm{m^2}$):
$$ \dot q'' = \frac{700 \times 1.2}{2\times 10^{-6}} = \frac{840}{2\times 10^{-6}} = 4.2\times 10^{8}\ \mathrm{W/m^2} $$
這是 $420\ \mathrm{MW/m^2}$——比太陽表面的輻射熱通量還高一個數量級,全集中在一條頭髮粗細的帶上。理解了這個,下一個問題就自然浮現:刀具憑什麼撐得住?答案是它撐不了太久。
為什麼 Taylor 指數這麼小?把磨損連回溫度
刀具磨損主要有三種機制:磨料磨損(abrasion,硬質點刮削,對溫度不敏感)、黏著磨損(adhesion,界面冷焊後撕裂)、與擴散磨損(diffusion,刀具原子在高溫下擴散進切屑)。在高速切削裡,擴散磨損是主宰,而擴散係數對溫度呈 Arrhenius 指數依賴:
$$ D = D_0 \exp\!\left(-\frac{Q}{R\,T}\right) $$
這裡 $Q$ 是活化能、$R$ 是氣體常數、$T$ 是絕對溫度。關鍵在於:切削速度 $v$ 升高 → 界面溫度 $T$ 升高 → $D$ 以指數方式暴增 → 磨損率暴增 → 刀具壽命崩潰。把這條鏈串起來,就能理解為什麼 Taylor 方程式的 $vT^n = C$ 中 $n$ 這麼小(高速鋼 $\sim0.1$、硬質合金 $\sim0.25$)——壽命對速度的敏感度,本質上是 Arrhenius 指數對溫度的敏感度被「翻譯」過來的。
動手試試:用 Taylor 推回擴散的「等效活化溫度」
設刀具壽命由界面達到某磨損量的時間決定,磨損率 $\dot w \propto D \propto e^{-Q/RT}$,且 $T \propto v^a$(界面溫度大致隨速度冪次上升,$a$ 約 $0.3\sim0.5$)。則壽命 $T_{\text{life}} \propto 1/\dot w \propto e^{+Q/(R T)}$。把 $T \propto v^a$ 代入並取對數,會得到 $\ln T_{\text{life}}$ 與 $\ln v$ 近似線性——這正是 Taylor 方程式 $vT^n=C$ 取對數後的形式 $\ln v + n\ln T_{\text{life}} = \ln C$。換言之,Taylor 的經驗指數 $n$ 並非憑空而來,它隱含了「擴散活化能」與「溫度-速度冪次」兩個物理量的乘積關係。這也解釋了為什麼換一種刀具塗層(改變 $Q$)或換冷卻策略(改變 $T$-$v$ 關係)就能換到不同的 $n$。
這個觀點對工程實務的啟示很直接:要提速又不犧牲壽命,與其硬幹更高的 $v$,不如想辦法把界面溫度壓下來——這就是 PVD/CVD 陶瓷塗層(TiAlN、$\mathrm{Al_2O_3}$ 隔熱層)、低溫切削(cryogenic machining)、與高壓冷卻液的共同目標。
第三個限制:再生顫振與機台穩定性
就算你算對了切削力、控制好了溫度,還有一個與材料完全無關的限制會跳出來:再生顫振(regenerative chatter)。當主軸轉速與機台-刀具系統的固有頻率落在某個關係時,切削會自激振盪,工件表面被啃出規律波紋、聲音變成刺耳尖叫,刀具甚至崩刃。這不是材料問題,是「切削力 × 結構柔度 × 時間延遲」三者構成的回授不穩定。
機制是這樣:刀具的振動會在工件表面刻下波紋;下一圈刀具再切到這個帶波紋的表面時,瞬時切深(也就是 chip thickness)就隨前一圈留下的波紋而起伏。切削力正比於瞬時切深,於是振動被「上一圈的自己」回授放大。這是一個帶時間延遲 $\tau$(一圈所需的時間)的動力系統。用單自由度模型,切深方向的運動方程為
$$ m\ddot{x} + c\dot{x} + k\,x = -K_f\, w\,\big[\,x(t) - x(t-\tau)\,\big] $$
右側的 $x(t) - x(t-\tau)$ 就是「這一圈與上一圈表面位置差」造成的切深變動,$K_f$ 是切削力係數、$w$ 是切寬。對它做穩定性分析(代入 $x = X e^{i\omega t}$)可導出著名的穩定性葉瓣圖(stability lobe diagram),其極限切寬為
$$ w_{\lim} = \frac{-1}{2 K_f\,\mathrm{Re}[G(i\omega)]} $$
其中 $G(i\omega)$ 是機台-刀具系統的頻率響應函數(FRF)。這條式子的工程威力在於:它告訴你「在某個轉速下,切寬只要不超過 $w_{\lim}$ 就絕對不會顫振」。更妙的是 $w_{\lim}$ 隨轉速呈現一個個「葉瓣」——意思是某些「甜蜜轉速」可以用比平均值高好幾倍的切寬而仍然穩定。
看一個例子:估一個極限切寬
設刀具系統最柔的模態量到 $\mathrm{Re}[G(i\omega)]$ 的最小值為 $-2\times10^{-7}\ \mathrm{m/N}$(負值代表相位落在不穩定區),工件切削力係數 $K_f = 2000\ \mathrm{N/mm^2} = 2\times10^{9}\ \mathrm{N/m^2}$。最壞情況的極限切寬
$$ w_{\lim} = \frac{-1}{2 \times (2\times10^{9}) \times (-2\times10^{-7})} = \frac{-1}{-0.8} = 1.25\ \mathrm{mm} $$
也就是無論轉速怎麼選,切寬 $1.25\ \mathrm{mm}$ 以下保證穩定(這是所有葉瓣的「下包絡線」)。若想吃更深的刀,就必須挑到對的葉瓣轉速,或提高系統剛度 $k$、阻尼 $c$(讓 $|\mathrm{Re}[G]|$ 變小)。這正是為什麼重切削機台要做得又重又剛、為什麼換上更短的刀桿能讓你吃更深——你是在搬動整張葉瓣圖。
重點回顧
- 切削力可由 Merchant 力圓分解:$F_c = \dfrac{\tau_s t_0 w \cos(\beta-\alpha)}{\sin\phi\cos(\phi+\beta-\alpha)}$,把工件剪切流動應力、刀屑摩擦角 $\beta$ 與剪切角 $\phi$ 串成一條因果鏈;刀屑界面因黏著效應,等效摩擦係數可高達 $0.6$ 以上。
- 切削熱高度集中且隨速度重分配:熱數 $R_T = \rho c\,v\,t_0/k$ 越大,越多熱被切屑帶走(高速切削的物理基礎),但刀屑界面熱通量可達數百 $\mathrm{MW/m^2}$,是刀具失效的根源。
- Taylor 指數其實源自擴散的 Arrhenius 定律:磨損率 $\propto e^{-Q/RT}$,速度推高溫度、溫度指數放大磨損,這就是 $vT^n=C$ 中 $n$ 極小、壽命對速度極度敏感的根本原因。
- 顫振是與材料無關的第三道牆:再生回授使切削成為帶時間延遲的不穩定系統,穩定性葉瓣圖 $w_{\lim} = -1/(2K_f\,\mathrm{Re}[G(i\omega)])$ 給出保證不顫振的切寬,並揭示存在可放大產能的「甜蜜轉速」。
- 一條好參數要同時過三關:力(夠不夠扭力與剛度)、熱(刀具撐不撐得住)、振(會不會顫振)。三者各自有清楚的物理模型,缺一不可。
深入探討(研究所視角)
從薄剪切平面到滑移線場與本構耦合。 Merchant 模型假設剪切集中在單一平面、材料為率無關的理想塑性,這在低速時尚可,高速時則嚴重失真。Oxley 的平行剪切區理論把一次剪切區視為有限寬度、並引入應變率與溫度的耦合;現代切削有限元素模擬(FEM)則普遍採用 Johnson-Cook 本構
$$ \sigma = \left[A + B\varepsilon^n\right]\left[1 + C\ln\frac{\dot\varepsilon}{\dot\varepsilon_0}\right]\left[1 - \left(\frac{T-T_r}{T_m-T_r}\right)^m\right] $$
三個括號分別捕捉加工硬化、應變率敏感性與熱軟化。在切削區應變率可達 $10^4\sim10^6\ \mathrm{s^{-1}}$、溫度逼近材料熔點的一半,三者的競爭甚至會誘發「絕熱剪切帶(adiabatic shear band)」——在難加工材料(鈦合金、鎳基超合金)形成鋸齒狀切屑(serrated chip),是切削力高頻振盪與刀具崩刃的微觀起點。
穩定性葉瓣的延伸與時域方法。 上文的頻域穩定性分析假設線性、定常切削力係數,實務上常失準:當切深淺到刀刃圓角尺度(process damping 效應)、或在斷續切削(銑削)時切削力呈週期性,系統變成週期係數的時間延遲微分方程(DDE)。此時要用 Floquet 理論、半離散法(semi-discretization)或時域積分求穩定邊界,得到的銑削葉瓣圖與車削有顯著差異。近年研究把這套理論連到自適應控制——以線上量測的振動訊號即時辨識 FRF、動態避開不穩定轉速。
表面完整性與殘留應力:被切削「順便」改寫的材料。 切削不只是把形狀做出來,它同時改寫了表面層的材料狀態。機械塑性變形傾向留下壓縮殘留應力(對疲勞有利),而切削熱傾向留下拉伸殘留應力(對疲勞有害),最終的殘留應力分布是兩者的競爭結果。對航太承力件(如渦輪盤的鎳基超合金),表面完整性(surface integrity)——殘留應力剖面、白層(white layer)、微硬化層、晶粒變形深度——的規格往往比尺寸公差更嚴格,因為它直接決定零件的疲勞壽命。這把製造工程與材料力學的疲勞理論、以及入門篇提過的「製程-結構-性質-性能(PSPP)」反向設計重新縫合在一起:在這個視角下,切削參數不只是「生產效率」的旋鈕,更是「材料性能」的設計變數。