
同樣一個金屬零件,為什麼有人用「削」的,有人用「印」的?
從剪切角、流動應力到能量密度,理解切削、成形與積層製造三大家族的物理基礎與選製程邏輯。
同樣一個金屬零件,為什麼有人用「削」的,有人用「印」的?
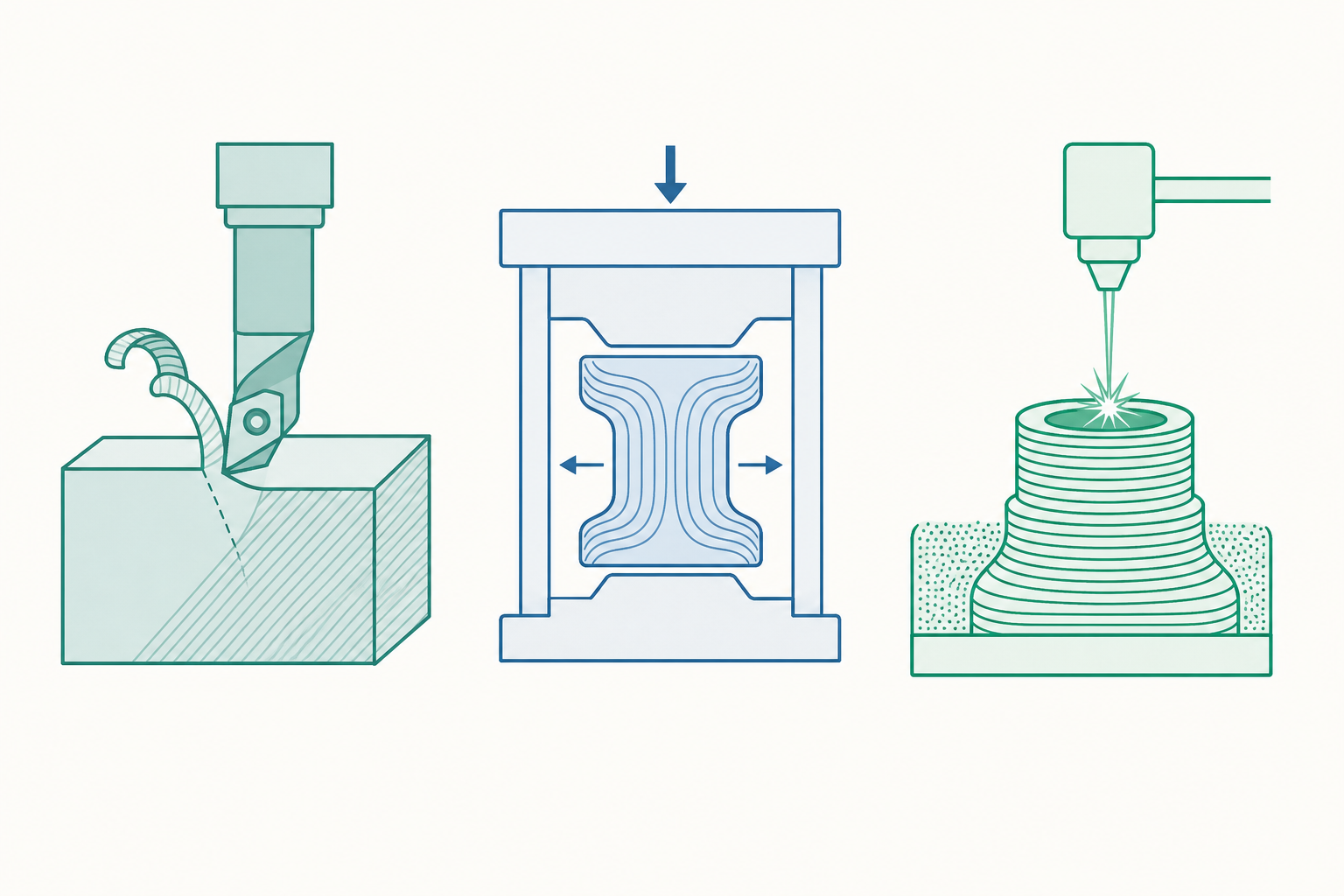
想像你手上拿著一個鋁合金製的散熱片,鰭片又薄又密。它是怎麼來的?工程師面前其實有三條路:把一塊實心鋁塊用刀具一刀刀「削」掉多餘的材料(切削,subtractive);把熔融或半固態的鋁「擠」「壓」成形(成形,forming/casting);或者像 3D 列印那樣,一層一層把材料「疊」出來(積層製造,additive)。
這三條路代表了製造程序(manufacturing processes)的三大家族。它們的差別不只是「方法不同」,而是背後牽涉到截然不同的材料力學、熱力學與經濟學考量。同一個幾何形狀,選錯製程可能讓成本差十倍、強度差一半。這篇文章帶你從工程原理層面,理解這三大家族各自的物理基礎與計算方法。
切削加工:用刀具「剪」走材料
切削(machining)的本質是用一把比工件更硬的刀具,在工件表面製造一個受控的剪切破壞。看似簡單,但理解它的關鍵在於「剪切平面(shear plane)」這個概念。
當刀具以一定的切深 $t_0$(未變形切屑厚度)切入工件,材料並不是被「鏟」起來,而是沿著一個與切削方向成 $\phi$ 角的剪切平面被「剪斷」,形成切屑。切屑厚度 $t_c$ 通常大於 $t_0$,定義切屑比(chip thickness ratio):
$$r = \frac{t_0}{t_c}$$
由幾何關係可以推得剪切角 $\phi$ 與刀具前角(rake angle)$\alpha$ 的關係:
$$\tan\phi = \frac{r\cos\alpha}{1 - r\sin\alpha}$$
剪切角很重要,因為它直接決定了剪切應變的大小。沿剪切平面的剪切應變 $\gamma$ 為:
$$\gamma = \cot\phi + \tan(\phi - \alpha)$$
剪切角越小,切屑越厚、應變越大,切削就越「費力」。這也解釋了為什麼正前角(positive rake)刀具切起來比較輕鬆——較大的 $\alpha$ 會推高 $\phi$,降低應變。
切削力與功率
切削過程消耗的功率,主要花在剪切變形與刀屑摩擦上。實務上常用「比切削能(specific cutting energy)」$u_s$ 來估算,它代表移除單位體積材料所需的能量(單位 $\mathrm{J/mm^3}$ 或等價的 $\mathrm{N/mm^2}$)。
材料移除率(material removal rate, MRR)對車削而言為:
$$\text{MRR} = v \cdot t_0 \cdot w$$
其中 $v$ 是切削速度、$w$ 是切削寬度。所需的切削功率為:
$$P_c = u_s \cdot \text{MRR}$$
舉例:用比切削能 $u_s \approx 2.5\ \mathrm{N/mm^2}$(典型中碳鋼)、切削速度 $v = 2\ \mathrm{m/s}$、切深 $t_0 = 0.25\ \mathrm{mm}$、寬度 $w = 4\ \mathrm{mm}$ 車削,則
$$\text{MRR} = 2000 \times 0.25 \times 4 = 2000\ \mathrm{mm^3/s}$$
$$P_c = 2.5 \times 2000 = 5000\ \mathrm{W} = 5\ \mathrm{kW}$$
這 5 千瓦幾乎全部轉成熱,集中在刀刃附近的微小區域,這就是為什麼切削需要冷卻液、為什麼高速切削刀具會紅熱、為什麼刀具壽命是個大問題。
刀具壽命:Taylor 方程式
刀具會磨損,而磨損速率對切削速度極為敏感。F. W. Taylor 在 20 世紀初提出的經驗式至今仍是業界基石:
$$v \cdot T^n = C$$
其中 $T$ 是刀具壽命(分鐘),$v$ 是切削速度,$n$ 與 $C$ 是與刀具/工件材料組合相關的常數。對高速鋼 $n \approx 0.1$,硬質合金 $n \approx 0.25$,陶瓷刀具 $n \approx 0.5$。
注意 $n$ 很小意味著速度的微小提升會大幅縮短壽命。假設 $n = 0.2$、$C = 400$,當 $v = 100\ \mathrm{m/min}$:
$$T = \left(\frac{C}{v}\right)^{1/n} = \left(\frac{400}{100}\right)^{5} = 4^5 = 1024\ \text{分鐘}$$
若把速度提高到 $v = 200\ \mathrm{m/min}$:
$$T = \left(\frac{400}{200}\right)^{5} = 2^5 = 32\ \text{分鐘}$$
速度加倍,刀具壽命掉到原本的 1/32。這個非線性關係就是製造工程師在「產出速度」與「刀具成本」之間做最佳化的核心。
成形加工:讓材料流動而非破壞
成形(forming)與切削的哲學完全相反:它不移除材料,而是讓材料在外力下塑性流動,重新分配到想要的形狀。鍛造、輥軋、擠製、抽拉、沖壓都屬於這一家族。
成形的物理核心是塑性變形。當應力超過材料的降伏強度(yield strength)$\sigma_Y$,材料就進入塑性區,永久改變形狀。我們用真應變(true strain)來描述變形量:
$$\varepsilon = \ln\frac{L}{L_0}$$
真應變相對於工程應變的好處是「可加性」——連續多道次變形可以直接相加。
多數金屬在塑性變形時會加工硬化(strain hardening),其流動應力(flow stress)常用冪次法則描述:
$$\sigma_f = K\varepsilon^n$$
其中 $K$ 是強度係數、$n$ 是加工硬化指數。$n$ 越大,材料越能均勻延展(這也是為什麼 $n$ 高的材料適合做深沖壓的車身鈑件)。
成形所需的功
把單位體積的材料從應變 0 變形到 $\varepsilon_1$,所需的塑性變形功(單位體積)為流動應力曲線下的面積:
$$u = \int_0^{\varepsilon_1} \sigma_f\, d\varepsilon = \int_0^{\varepsilon_1} K\varepsilon^n\, d\varepsilon = \frac{K\varepsilon_1^{n+1}}{n+1}$$
這正是「平均流動應力 $\bar\sigma_f = \dfrac{K\varepsilon_1^n}{n+1}$」概念的由來——它讓我們可以用 $u = \bar\sigma_f \cdot \varepsilon_1$ 快速估算。
舉例:對一塊鋁 $K = 180\ \mathrm{MPa}$、$n = 0.20$,擠製到真應變 $\varepsilon_1 = 1.0$:
$$u = \frac{180 \times 1.0^{1.2}}{1.2} = 150\ \mathrm{MPa} = 150\ \mathrm{MJ/m^3}$$
也就是每立方公尺要花 150 百萬焦耳。實際製程因摩擦與不均勻變形,總功遠高於此「理想功」,工程上用效率因子 $\eta$(典型 0.5~0.7)來修正:$u_{\text{total}} = u_{\text{ideal}} / \eta$。
為什麼鍛造件比切削件強?
這是成形的一大優勢。切削會切斷材料內部的晶粒流線(grain flow),而鍛造讓流線沿著零件輪廓連續延伸。對承受彎曲或疲勞的零件(如曲軸、扳手、連桿),連續的流線提供更佳的疲勞強度。這就是為什麼關鍵承力件常指定「鍛造」而非「機削自棒料」。
積層製造:把三維問題拆成無數二維問題
積層製造(additive manufacturing, AM),俗稱 3D 列印,是最年輕的家族。它的革命性在於:複雜度幾乎不增加成本。對切削而言,越複雜的內部流道越難加工;但對 AM 而言,內部空腔和實心方塊一樣容易「印」。
AM 的共通邏輯是「切片(slicing)」:把三維 CAD 模型沿 $z$ 軸切成厚度 $h$ 的薄層,逐層堆疊。層數 $N$ 與零件高度 $H$ 的關係很直白:
$$N = \left\lceil \frac{H}{h} \right\rceil$$
層厚 $h$ 是 AM 最關鍵的取捨參數:薄層表面光滑、精度高,但層數多、時間長。
雷射粉床熔融的能量密度
對金屬 AM 中最主流的雷射粉床熔融(Laser Powder Bed Fusion, LPBF),製程窗口由「體積能量密度(volumetric energy density)」$E_v$ 描述:
$$E_v = \frac{P}{v \cdot h \cdot t}$$
其中 $P$ 是雷射功率、$v$ 是掃描速度、$h$ 是掃描間距(hatch spacing)、$t$ 是層厚。$E_v$ 太低則粉末未完全熔融,留下孔隙(lack-of-fusion porosity);太高則過度熔融、產生匙孔(keyhole)缺陷與殘留應力。
舉例:$P = 200\ \mathrm{W}$、$v = 800\ \mathrm{mm/s}$、$h = 0.1\ \mathrm{mm}$、$t = 0.03\ \mathrm{mm}$:
$$E_v = \frac{200}{800 \times 0.1 \times 0.03} = \frac{200}{2.4} \approx 83.3\ \mathrm{J/mm^3}$$
對 316L 不銹鋼,最佳窗口大約落在 $50\sim120\ \mathrm{J/mm^3}$,所以這組參數是合理的。AM 的「調參」本質上就是在這個四維空間裡找一個讓孔隙率最低的點。
列印時間估算
單層的雷射作業時間正比於該層需要掃描的面積 $A$ 除以「線速率」:
$$t_{\text{layer}} \approx \frac{A}{v \cdot h}$$
整個零件時間約為各層相加再加上每層的鋪粉時間 $t_{\text{recoat}}$:
$$t_{\text{total}} \approx \sum_{i=1}^{N}\left(\frac{A_i}{v \cdot h} + t_{\text{recoat}}\right)$$
這解釋了 AM 的經濟學特徵:時間幾乎只跟「體積與高度」有關,而與「幾何複雜度」無關——這正是它與切削、成形最根本的差異。
看一個例子
某新創要量產一款無人機的鈦合金(Ti-6Al-4V)馬達支架,外形複雜、內含輕量化的鏤空桁架,預估年產量先期 500 件、量產後 50,000 件。三種製程怎麼選?
先看單件特性。支架體積約 $V = 40\ \mathrm{cm^3} = 40000\ \mathrm{mm^3}$,外接矩形塊(bounding box)約 $200\ \mathrm{cm^3}$。
切削路線:要從 $200\ \mathrm{cm^3}$ 的棒料削到 $40\ \mathrm{cm^3}$,移除率 80%。鈦合金難加工,比切削能高($u_s \approx 4\ \mathrm{N/mm^2}$),且鏤空桁架刀具根本進不去——幾何上不可行。
積層路線(LPBF):複雜內部桁架對 AM 毫無障礙。以體積能量密度估算,假設有效熔融體積處理速率約 $\dot V = v\cdot h\cdot t = 800 \times 0.1 \times 0.03 = 2.4\ \mathrm{mm^3/s}$,純掃描 $40000/2.4 \approx 4.6$ 小時,加鋪粉與後處理,單件數小時。500 件試產很適合,因為無需開模。
成形(鍛造)路線:鍛造的疲勞強度最好,但複雜鏤空無法直接鍛出,且開模具成本高(數十萬至百萬)。只有在量產 50,000 件、且能簡化幾何時,攤平模具成本後才有單件成本優勢。
結論:先期 500 件用 AM(零模具成本、保留複雜幾何);若日後放量到 5 萬件且接受設計簡化,再評估「鍛造粗胚 + 局部切削精修」的混合路線。這個決策不是「哪個製程最好」,而是「在這個產量與幾何下,哪個製程的總成本曲線最低」。
重點回顧
- 三大家族的物理本質不同:切削是受控剪切破壞(移除材料)、成形是塑性流動(重分配材料)、積層是逐層堆疊(增加材料)。選製程是在物理可行性、強度需求與經濟性之間最佳化。
- 切削的核心是剪切角與刀具壽命:剪切角 $\phi$ 決定變形量與切削力,而 Taylor 方程式 $vT^n = C$ 揭示切削速度與刀具壽命的強烈非線性權衡。
- 成形的核心是流動應力與晶粒流線:流動應力 $\sigma_f = K\varepsilon^n$ 決定所需的變形功;成形保留連續晶粒流線,使鍛造件的疲勞強度優於切削件。
- 積層的核心是切片與能量密度:層厚 $h$ 控制精度與時間,體積能量密度 $E_v = P/(vht)$ 控制熔融品質;AM 的成本幾乎與幾何複雜度無關。
- 沒有最好的製程,只有最適合的製程:產量、幾何複雜度、材料、強度需求共同決定最佳選擇,常見答案是混合製程。
深入探討(研究所視角)
切削的剪切平面模型只是一階近似。 Merchant 的薄剪切平面模型假設剪切集中在單一平面、材料為理想塑性。真實切削存在有限寬度的「一次剪切區(primary shear zone)」與刀屑界面的「二次剪切區(secondary shear zone)」,後者因高溫高壓導致材料行為偏離準靜態。研究所層級會用 Oxley 的滑移線場理論或 Johnson-Cook 本構模型耦合應變、應變率與溫度:
$$\sigma = \left[A + B\varepsilon^n\right]\left[1 + C\ln\frac{\dot\varepsilon}{\dot\varepsilon_0}\right]\left[1 - \left(\frac{T - T_r}{T_m - T_r}\right)^m\right]$$
這三個括號分別捕捉加工硬化、應變率敏感性與熱軟化,是有限元素切削模擬(FEM machining simulation)的標準輸入。
成形的成形極限與韌性破壞。 鈑金成形的關鍵限制是局部頸縮,由成形極限圖(Forming Limit Diagram, FLD)描述。Marciniak-Kuczynski(M-K)模型假設材料存在初始缺陷帶,用以預測不同應變路徑下的極限應變。此外,本構模型需考慮各向異性——軋延板材的塑性各向異性用 Hill 1948 或 Barlat 系列降伏準則描述,$r$ 值(Lankford 係數)量化板厚與板寬方向的應變比,直接影響深沖壓的可成形性。
積層製造的多物理場耦合與殘留應力。 LPBF 是極端的非平衡過程:局部加熱率可達 $10^6\ \mathrm{K/s}$,凝固速率產生柱狀晶粒與強烈織構(texture),使零件呈現各向異性力學性質。逐層熔融-凝固的熱循環累積殘留應力,嚴重時導致翹曲或裂紋。研究前沿包括:以熱-力耦合的部件尺度模擬預測殘留應力與變形、以原位監測(in-situ monitoring,如熔池高速攝影、紅外熱像)即時偵測缺陷、以及「製程-結構-性質-性能(PSPP)」反向設計,把製程參數直接連結到最終疲勞壽命。
一個統合視角:能量、熵與資訊。 從更高層次看,三大家族都是「把能量灌入材料、降低其形狀的構形熵、以提高資訊含量」的過程。切削以剪切耗散能量、成形以塑性功耗散、積層以雷射/電子束的熔融潛熱耗散。理解這些能量如何在材料中流動與耗散,正是連結製造工程與熱力學、材料科學的橋樑——也是下一代「永續製造」追求降低單位產品能耗(embodied energy)的理論起點。