
入門篇沒說的那個維度:時間
平衡相圖只告訴你鋼鐵「最終會變成什麼」,卻不說「需要多久」;本文加回時間軸,用 TTT/CCT 曲線、淬透性與回火階段,解析鋼鐵那場與時間賽跑的相變競賽。
入門篇沒說的那個維度:時間
入門篇告訴你「冷得越快越硬、冷得越慢越軟」,並用鐵碳相圖(Fe–C phase diagram)解釋了平衡狀態下會出現哪些相。但如果你拿這套說法去面對真實的工廠,很快會撞牆:同樣一支含碳 0.4% 的鋼,做成 5 公釐的薄片淬火後硬得發脆,做成 50 公釐的厚軸淬火後芯部卻軟綿綿——明明丟進同一桶油,為什麼結果天差地別?
問題的根源是入門篇刻意隱藏的一個維度:時間(time)。鐵碳相圖是一張「平衡圖」,它只回答「無限長時間後會變成什麼」,卻完全不告訴你「在某個溫度停留多久、相變才會發生」。可是熱處理的命脈恰恰是冷卻速度,也就是溫度隨時間的變化路徑。要真正掌握鋼鐵,你必須從靜態的相圖,升級到動態的相變動力學(transformation kinetics)。這一篇我們就把「時間軸」加回來,看看鋼鐵內部那場與時間賽跑的相變競賽。
相變為什麼需要時間:成核與成長
平衡相圖假設原子有無限時間重新排列,但真實相變受兩個有限速率的步驟控制:成核(nucleation)與成長(growth)。沃斯田鐵(austenite, γ-Fe, FCC)要分解成波來鐵(pearlite),碳原子必須先在某處聚成雪明碳鐵(cementite, Fe₃C)的晶核,再讓周圍持續長大——這兩步都需要原子擴散,而擴散需要時間。
這裡藏著一個關鍵的競爭關係。相變的驅動力來自過冷度(undercooling) $\Delta T$:溫度低於平衡轉變溫度越多,新相自由能越低、驅動力越大,成核率越高。但溫度越低,原子擴散又越慢(前一篇學過 $D = D_0\exp(-Q/k_BT)$,溫度一降擴散以指數方式凍結)。於是出現一場拉鋸:
- 溫度稍低於平衡溫度:驅動力小,成核難,相變慢。
- 溫度很低:驅動力大,但原子幾乎動不了,相變也慢。
- 某個中間溫度:驅動力與擴散速率乘積最大,相變最快。
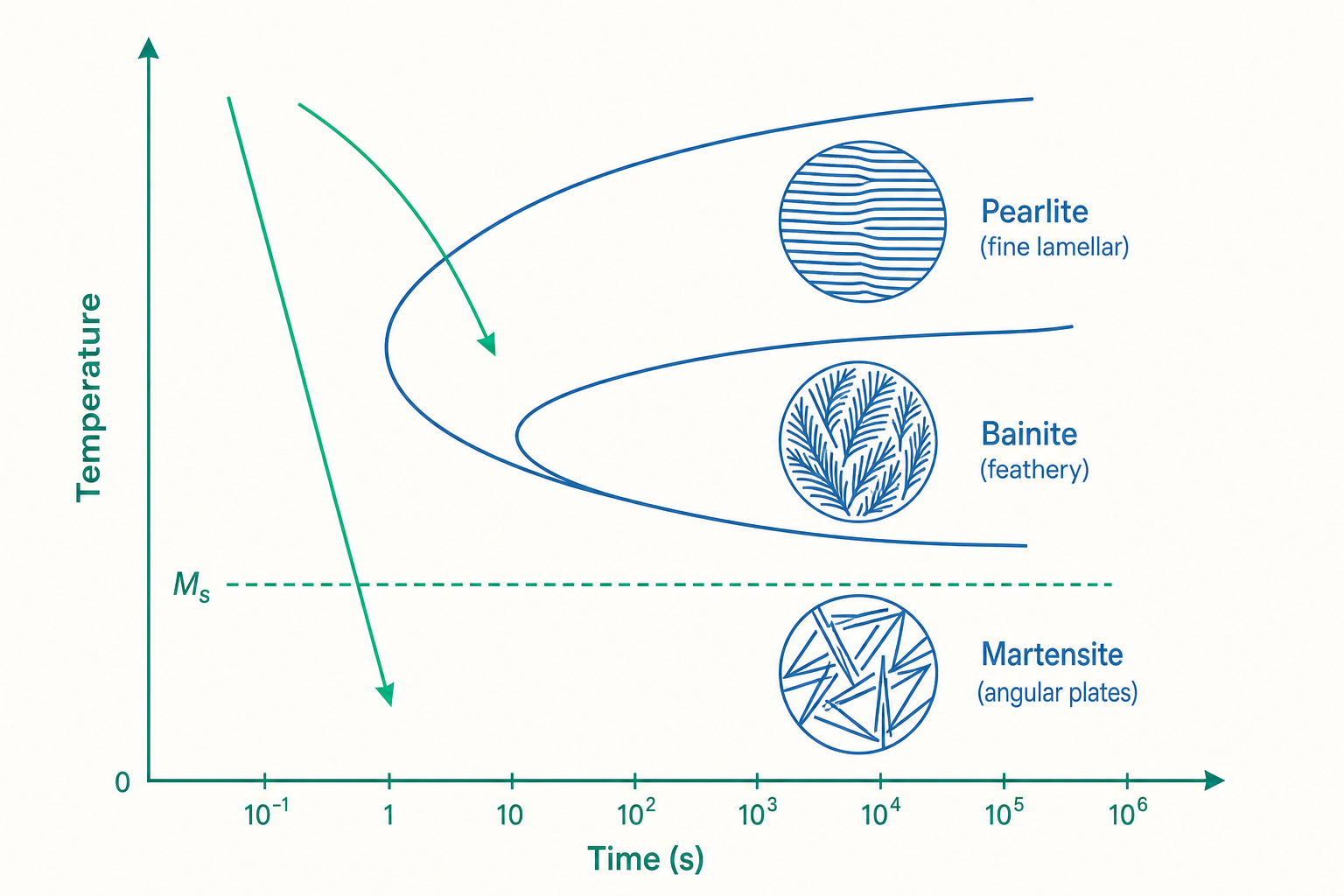
把「相變完成所需時間」對「溫度」作圖,這場拉鋸的結果就是一條 C 形曲線——中間鼓出一個轉變最快的「鼻尖(nose)」。這正是鋼鐵熱處理最重要的一張工程圖:TTT 圖的雛形。
TTT 圖:讀懂相變的碼錶
TTT 圖(Time–Temperature–Transformation diagram,恆溫轉變曲線),又稱等溫轉變圖,是把一塊沃斯田鐵化的鋼急速降到某固定溫度、然後計時記錄「相變開始」與「相變結束」所畫出的圖。橫軸通常取對數時間(從零點幾秒到幾天),縱軸是溫度。
對一塊共析鋼(含碳約 0.76%),這張圖讀起來像這樣:
- 鼻尖以上(約 550–727°C):停在此溫度區間,沃斯田鐵分解成波來鐵。越靠近共析溫度(727°C),層片越粗(粗波來鐵,coarse pearlite,較軟);越靠近鼻尖,層片越細(細波來鐵,fine pearlite,較硬)。層片間距由擴散距離決定,而擴散距離又由溫度決定——結構、製程、性能再次串成一線。
- 鼻尖以下(約 250–550°C):得到變韌鐵(bainite,又譯貝氏體)。這是一種介於波來鐵與麻田散鐵之間的組織,由極細的肥粒鐵與碳化物構成,兼具不錯的強度與韌性。上變韌鐵呈羽毛狀、下變韌鐵呈針狀。
- $M_s$ 線以下(約 220°C 開始):出現一條與時間無關的水平線——這是麻田散鐵起始溫度(martensite start, $M_s$)。低於此溫度,沃斯田鐵不靠擴散、而靠原子集體切變瞬間轉成麻田散鐵(martensite)。它是水平線,因為這個轉變與停留時間無關,只與降到多低有關。
這張圖最深刻的洞見是:麻田散鐵不是「冷得快」直接造成的,而是「成功避開鼻尖、來不及生成波來鐵或變韌鐵」的結果。換句話說,淬火的本質不是「製造麻田散鐵」,而是「閃避擴散型相變」——讓冷卻路徑在碰到 C 曲線鼻尖之前就衝過去,把沒機會分解的沃斯田鐵一路帶到 $M_s$ 線以下強迫切變。理解這一點,你對熱處理的認知就從「燒紅丟水」升級到「在時間—溫度平面上規劃路徑」。
從 TTT 到 CCT:把理想化的階梯換成真實的曲線
TTT 圖有個理論上的瑕疵:它假設你能「瞬間」把鋼降到目標溫度再恆溫,但真實淬火是連續冷卻——溫度一路下滑,不會停在某個溫度等相變。為此工程師改用 CCT 圖(Continuous Cooling Transformation diagram,連續冷卻轉變曲線)。
CCT 圖上畫的是各種冷卻速率的曲線(從爐冷、空冷到水淬),以及它們會穿過哪些相變區。關鍵概念是臨界冷卻速率(critical cooling rate):恰好擦過 C 曲線鼻尖、完全避開波來鐵與變韌鐵、全程帶到 $M_s$ 以下得到 100% 麻田散鐵的最慢冷速。
- 冷速 > 臨界冷速 → 全麻田散鐵(最硬最脆)。
- 冷速 < 臨界冷速 → 路徑碰到鼻尖,部分或全部分解成波來鐵/變韌鐵。
現在回頭看開篇那個謎題就清楚了:薄片表面與芯部冷速都遠超臨界冷速,整片淬透成麻田散鐵;厚軸的表面冷得快(衝過鼻尖→麻田散鐵),但芯部因為熱量來不及散出、冷得慢,路徑撞上鼻尖→變成波來鐵,於是芯部軟。決定一塊鋼「能淬硬到多深」的這個性質,材料科學給了它一個專有名詞:淬透性(hardenability)。
淬透性:合金元素如何把 C 曲線往右推
請務必把硬度(hardness)和淬透性(hardenability)分開——這是初學者最常混淆的兩件事。
- 硬度主要由含碳量決定(麻田散鐵中過飽和的碳越多越硬)。
- 淬透性指的是麻田散鐵能形成的深度,主要由合金元素決定。
提升淬透性的物理機制,就是把 CCT/TTT 圖的 C 曲線往右(長時間方向)平移。鼻尖越往右,臨界冷速就越慢,即使芯部冷得慢也來得及避開鼻尖。鉻(Cr)、鉬(Mo)、錳(Mn)、鎳(Ni)這些合金元素之所以能右移 C 曲線,是因為它們溶在沃斯田鐵裡會拖慢碳的擴散與雪明碳鐵的成核,讓擴散型相變變懶。這就是為什麼大型機械零件要用合金鋼(如 4140、4340)而非便宜的碳鋼——不是為了更硬,而是為了淬得透。
量化淬透性的標準方法是 Jominy 端淬試驗(Jominy end-quench test):把一根標準圓棒一端沃斯田鐵化後,只對端面噴水冷卻,於是沿著棒長形成從快到慢的連續冷速梯度。淬完後沿軸向每隔一段量硬度,畫出「硬度 vs 距淬火端距離」曲線。曲線下降得越慢(遠端仍硬),代表淬透性越好。這條 Jominy 曲線是工程師選鋼與設計熱處理的直接依據。
看一個例子:為什麼大型齒輪選 4340 而不是 1045
假設你要替一台重型機械設計直徑 80 公釐的傳動齒輪軸,要求整個截面都要達到足夠強度與韌性。
若選用1045 碳鋼(含碳 0.45%、幾乎無合金元素):它的 C 曲線鼻尖很靠左(相變很快),臨界冷速極高。直徑 80 公釐的軸淬火時,表面或許能形成麻田散鐵,但芯部冷速遠低於臨界冷速,路徑撞上鼻尖→變成波來鐵。結果是「外硬內軟」,承受扭矩時芯部會先屈服——這對傳動軸是致命的。
若改選 4340 合金鋼(0.40% C,外加約 1.8% Ni、0.8% Cr、0.25% Mo):
- 合金元素右移 C 曲線:Ni、Cr、Mo 大幅拖慢擴散型相變,鼻尖往右移到幾十秒甚至更久。
- 臨界冷速大幅下降:即使 80 公釐軸芯部冷得相對慢,仍能避開鼻尖,整個截面淬成麻田散鐵。
- 淬火 + 回火:全截面麻田散鐵後再回火(tempering)到約 500°C,得到回火麻田散鐵——強度高、韌性好、且從表到芯一致。
注意:1045 和 4340 含碳量接近(0.45% vs 0.40%),所以淬硬後表面硬度其實差不多;真正的差別在 4340 能把這份硬度「貫穿」整個厚截面。這就是「淬透性 ≠ 硬度」最具體的工程後果。選材的本質不是選最硬的鋼,而是選 C 曲線位置與你的零件尺寸/冷卻條件相匹配的鋼。
麻田散鐵的另一面:為什麼它必須回火
入門篇把麻田散鐵(martensite)描述成「碳被困在 BCT 晶格、又硬又脆」。進階視角要追問:這個「脆」到底脆在哪、回火又如何精準解除它?
剛淬火的麻田散鐵脆,有三個疊加的來源:(1) 過飽和碳造成的巨大晶格內應力;(2) 切變相變留下的高密度差排與孿晶;(3) 淬火熱應力與相變體積膨脹造成的殘餘應力。回火(tempering)就是把這份過飽和狀態「分階段卸壓」的過程,隨溫度升高依序發生:
- 約 100–200°C:碳先析出成過渡碳化物(ε-碳化物),釋放最大宗的晶格應變。
- 約 200–350°C:殘留沃斯田鐵分解;此區間有時出現回火脆性(temper embrittlement),要避開。
- 約 350–600°C:過渡碳化物轉成穩定的雪明碳鐵並逐漸球化、粗化,內應力大幅釋放,韌性顯著回升。
於是工程師握有一個連續旋鈕:回火溫度越高 → 碳化物越粗、內應力釋放越多 → 硬度越低、韌性越高。刀具回火到約 200°C(保硬度),結構件回火到約 500–600°C(保韌性)。某些含 Mo、V、Cr 的合金鋼在約 500–550°C 回火時,還會析出奈米級合金碳化物造成硬度回升(二次硬化,secondary hardening)——這是高速鋼(high-speed steel)能在切削高溫下保持硬度的關鍵。
動手試試:用過冷度估算波來鐵層片間距的趨勢
波來鐵的層片間距 $\lambda$(肥粒鐵 + 雪明碳鐵一個週期的厚度)大致與過冷度 $\Delta T$ 成反比:
$$\lambda \propto \frac{1}{\Delta T} = \frac{1}{T_E - T}$$
其中 $T_E$ 是共析溫度(約 727°C),$T$ 是實際恆溫轉變溫度。物理直覺是:過冷度越大,相變驅動力越強、成核越密、碳來不及擴散太遠,層片就被「擠」得越細。
假設在 700°C($\Delta T = 27$°C)轉變得到層片間距約 $1.0\ \mu\text{m}$,那麼在 600°C($\Delta T = 127$°C)轉變的層片間距約為多少?
$$\frac{\lambda_{600}}{\lambda_{700}} \approx \frac{\Delta T_{700}}{\Delta T_{600}} = \frac{27}{127} \approx 0.21$$
$$\lambda_{600} \approx 0.21 \times 1.0\ \mu\text{m} \approx 0.21\ \mu\text{m}$$
層片間距縮到約五分之一。再用前一篇的 Hall–Petch 直覺類比——更細的層片意味著差排滑移路徑更短、阻礙更密,所以細波來鐵比粗波來鐵硬。你會發現:從「轉變溫度」到「層片間距」到「硬度」,又是一條結構—製程—性能的因果鏈,而串起它的依然是擴散與時間。
重點回顧
- 平衡相圖只回答「最終變成什麼」,不回答「需要多久」。真實熱處理由相變動力學主導,核心是成核與成長兩個有限速率步驟,受「驅動力 ↑(低溫)」與「擴散 ↓(低溫)」的拉鋸支配,產生 C 形轉變曲線與鼻尖。
- TTT 圖(恆溫)告訴你哪個溫度相變最快:鼻尖以上得波來鐵、鼻尖以下得變韌鐵、$M_s$ 線以下靠無擴散切變得麻田散鐵。麻田散鐵是「避開鼻尖」的結果,不是直接「冷出來」的。
- CCT 圖(連續冷卻)給出臨界冷卻速率:冷速快過它才能全程閃過鼻尖得全麻田散鐵;這也解釋了厚件「外硬內軟」。
- 硬度 ≠ 淬透性:硬度由含碳量決定,淬透性(淬硬深度)由合金元素決定。Cr、Mo、Mn、Ni 把 C 曲線右移、降低臨界冷速,使厚件也能淬透;標準量測是 Jominy 端淬試驗。
- 回火是分階段卸除麻田散鐵過飽和應力的過程:溫度越高越韌、越軟;特定合金鋼在約 500°C 析出合金碳化物產生二次硬化,是高速鋼的命脈。
深入探討(研究所視角)
把「時間軸」加進相變後,研究所層級會進一步追問動力學的定量律與機制本質:
-
Avrami(JMAK)方程式把等溫相變的完成分率 $f$ 寫成 $f = 1 - \exp(-kt^n)$,其中指數 $n$ 編碼了成核與成長的幾何模式(界面控制 vs 擴散控制、是否飽和成核)。整條 TTT 曲線其實就是不同溫度下這條 S 形動力學曲線「等分率」連線而成——TTT 圖不是經驗塗鴉,而是動力學理論的幾何投影。
-
麻田散鐵相變的晶體學:它是無擴散的切變型相變,遵守特定取向關係(如 Kurdjumov–Sachs、Nishiyama–Wassermann),並有不變平面應變(invariant plane strain)的晶體學描述。這套切變機制不只造就硬鋼,也是形狀記憶合金(如 Ni–Ti)與相變誘發塑性鋼(TRIP steel)的物理核心——後者刻意保留亞穩沃斯田鐵,在受力時誘發麻田散鐵相變吸收能量,達成高強度與高延性的罕見兼得;TWIP 鋼(孿晶誘發塑性)則靠變形孿晶達到類似效果,兩者都是先進高強度鋼(AHSS)的旗艦。
-
變韌鐵的爭論:變韌鐵到底是「擴散型」還是「切變型」相變,是冶金學數十年的公案。這個看似學術的爭論,直接影響奈米結構變韌鋼(nanostructured bainite,超級貝氏體)的設計——靠在低溫長時間等溫得到奈米級變韌鐵層片,達到超高強度,正是動力學工程的前沿展示。
-
跳出鐵碳框架:高熵合金(High-Entropy Alloys)以五種以上元素近等比例混合,「沒有單一母材」時,C 曲線、淬透性、固溶強化都需要重新定義;金屬積層製造(metal additive manufacturing)帶來局部熔融、極快凝固、反覆熱循環的非平衡熱歷程,列印件常出現傳統 CCT 圖無法預測的微觀組織與相選擇,催生出「過程圖(process map)」這種把雷射功率、掃描速度對應到組織與缺陷的新工具。
從靜態相圖到 C 曲線,再到 Avrami 動力學與非平衡製程,金屬材料研究的主線始終如一:先理解相變如何與時間競賽,才能在時間—溫度平面上精準規劃路徑,用製程雕刻組織、進而訂製性能。