
為什麼同樣的不鏽鋼,有的是鑄出來、有的是燒出來、有的是壓出來?
從鑄造、燒結到塑性成形,看製程如何把材料的微結構「凍結」下來,決定零件的最終性能。
為什麼同樣的不鏽鋼,有的是鑄出來、有的是燒出來、有的是壓出來?
走進廚房,一支不鏽鋼湯匙、一個不鏽鋼濾網、一塊硬質合金(碳化鎢)刀片,三者的化學成分可能相去不遠,甚至同屬一個材料家族,但它們的「身世」截然不同:湯匙可能來自熔融金屬倒入模具的鑄造(casting);濾網的金屬粉末骨架可能來自燒結(sintering);刀片的碳化鎢顆粒,則是把粉末壓實後在高溫下緻密化而成。
材料科學有一條核心主線:結構(structure)—性質(property)—製程(processing)—性能(performance)。我們常常把焦點放在「結構決定性質」,但真正讓一塊原料變成可用零件、並且把微結構「凍結」在我們想要的狀態的,是製程。同一個合金,鑄造得到的是粗大的柱狀晶與偏析,鍛造得到的是被拉長的纖維狀流線,燒結得到的是帶著殘留孔隙的多晶聚集體——性能自然天差地別。
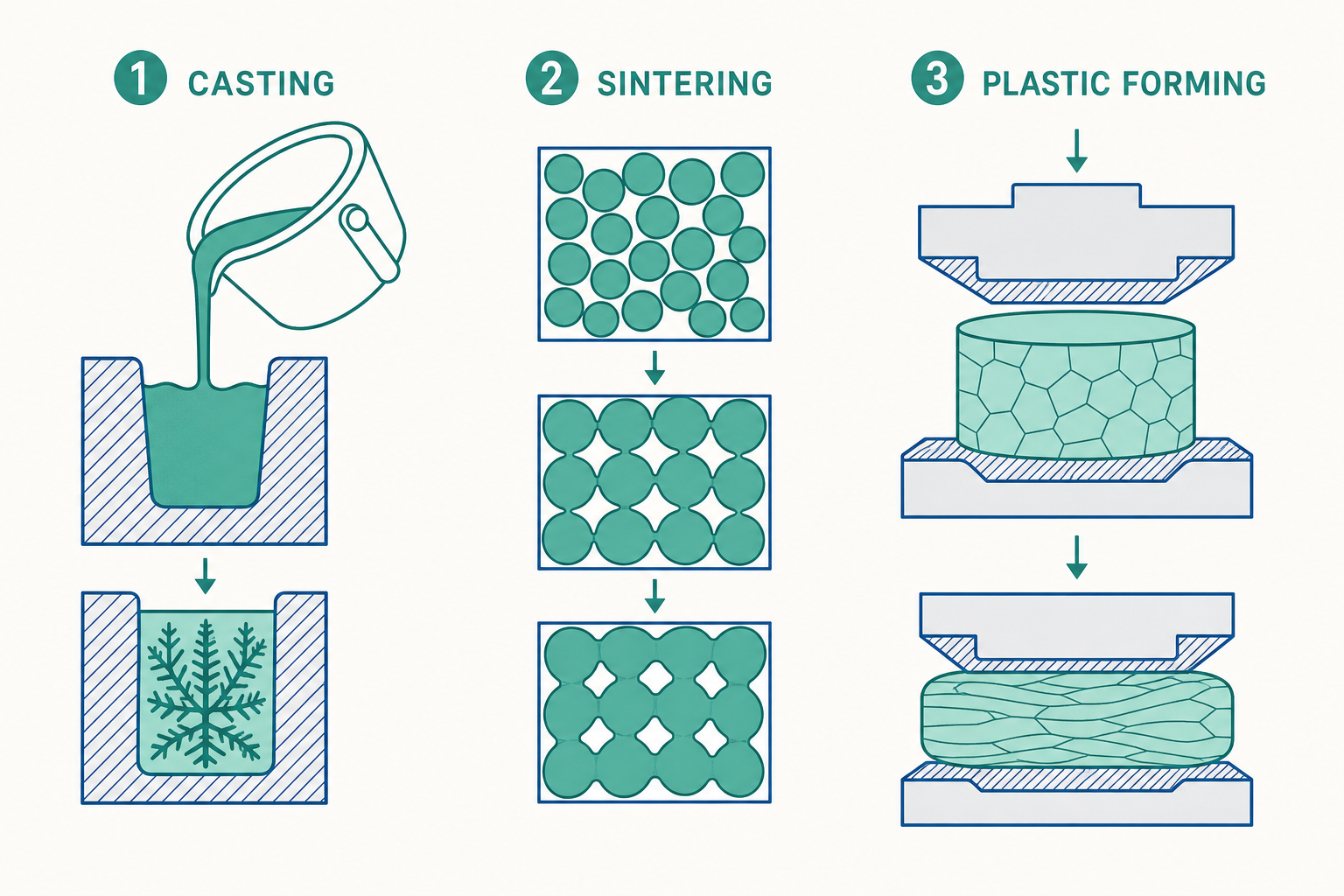
這篇文章帶你建立三個最基礎、也最具代表性的成形製程的物理直覺:鑄造、燒結、塑性成形,並理解它們各自如何寫入材料的微結構,最後決定零件能不能用。
鑄造:把液體的形狀「凍結」下來
鑄造的概念極為古老:把材料加熱到熔點以上變成液體,倒入具有目標形狀的模穴,冷卻凝固後取出。它的最大優勢是幾乎不受形狀複雜度限制——只要液體能流到的地方,就能成形,因此引擎缸體、渦輪葉片這類內部有複雜冷卻流道的零件,鑄造往往是唯一務實的選擇。
鑄造的關鍵不在「倒進去」,而在「怎麼凝固」。凝固本質上是一個形核(nucleation)與成長(growth)的過程。當液體溫度低於熔點(出現過冷度 $\Delta T$),系統會傾向釋放固相帶來的自由能,但形成新固相的小晶核同時要付出建立固液界面的能量代價。一個半徑為 $r$ 的球形晶核,其自由能變化可寫成:
$$ \Delta G(r) = -\frac{4}{3}\pi r^3 \,\Delta G_v + 4\pi r^2 \gamma $$
其中 $\Delta G_v$ 是單位體積凝固釋放的自由能(與過冷度成正比),$\gamma$ 是固液界面能。前項(體積項)讓系統想凝固,後項(表面項)阻礙凝固,兩者競爭出一個臨界半徑 $r^*$:小於 $r^*$ 的晶核會溶解,大於 $r^*$ 的才能穩定長大。過冷度越大,$r^*$ 越小、形核越容易,晶粒也越細。這解釋了為什麼快速冷卻(如壓鑄、連續鑄造)得到細晶、緩慢冷卻(如砂模厚件)得到粗晶。
凝固也帶來幾個必須面對的缺陷:
- 縮孔與縮孔疏鬆(shrinkage porosity):多數金屬液固相變化伴隨體積收縮,凝固最後的區域若得不到液體補充,就留下孔洞。鑄造工程師用「冒口(riser)」儲存額外液體來補縮。
- 偏析(segregation):合金凝固時,溶質在固液間的分配並不均等(分配係數 $k \neq 1$),先凝固的部分與後凝固的部分成分不同,造成微觀(樹枝晶間)與宏觀的成分不均。
- 柱狀晶與等軸晶:靠近模壁因散熱快、過冷大,常形成朝向心部生長的柱狀晶;心部冷卻慢則可能形成等軸晶。透過添加晶粒細化劑(grain refiner)可促進心部形核、得到較均勻的等軸晶組織。
理解鑄造,就是理解「我們無法直接控制晶粒,只能透過控制散熱與形核條件,間接把想要的微結構凍結下來」。
燒結:用「不熔化」的方式把粉末變成固體
如果材料的熔點太高(如碳化鎢約 2870°C)、或我們想保留陶瓷的特性、或想做出鑄造難以達成的多孔結構,就輪到粉末冶金(powder metallurgy)與燒結登場。
燒結的核心反直覺之處在於:它通常發生在熔點以下(典型為 $0.7\text{–}0.9\,T_m$,$T_m$ 為絕對溫度下的熔點)。我們先把粉末壓製成「生胚(green body)」——此時顆粒只是機械堆疊在一起,靠著彼此接觸與少量黏結劑維持形狀,內部充滿孔隙。接著加熱到高溫,讓顆粒之間「黏」起來並緻密化。
驅動燒結的根本動力是降低系統的總表面(界面)能。粉末有巨大的比表面積,這些自由表面帶著高能量;當顆粒間形成「燒結頸(neck)」、孔隙逐漸消失,總表面積下降、自由能下降,這就是熱力學上「想要」發生的方向。實現它的途徑是原子擴散(diffusion)——表面擴散、晶界擴散、體擴散等機制把原子從顆粒搬運到頸部與孔隙處填補。擴散係數遵循 Arrhenius 關係:
$$ D = D_0 \exp\!\left(-\frac{Q}{RT}\right) $$
其中 $Q$ 是擴散活化能。這個指數關係說明了為什麼溫度對燒結速率影響如此巨大:溫度稍微提高,擴散就大幅加快,緻密化才得以在合理時間內完成。
燒結的進程通常分三階段:(1) 初期形成燒結頸、顆粒間開始連接;(2) 中期孔隙連通成網路、開始大量緻密化、晶粒成長;(3) 末期孔隙孤立成封閉球狀、慢慢被消除。一個關鍵的工程矛盾在於:晶粒成長與孔隙消除是賽跑。若晶界移動太快「跑贏」了孔隙,孔隙會被困在晶粒內部而難以再排出,留下永久殘留孔隙、損害強度。因此先進燒結(如熱壓 hot pressing、放電電漿燒結 SPS、添加晶界釘扎相)的核心思路,往往就是抑制晶粒成長、爭取更多緻密化時間。
殘留孔隙對性質的影響很直接。以彈性模數為例,孔隙率 $P$ 會明顯降低有效模數,一個常用的經驗近似為:
$$ E \approx E_0 \,(1 - 1.9P + 0.9P^2) $$
孔隙也是裂紋的起點,會大幅降低陶瓷的強度與韌性。這就是為什麼結構陶瓷追求「接近理論密度」,而過濾器、自潤滑含油軸承等卻反過來刻意保留可控孔隙——同一個製程,孔隙是缺陷還是功能,取決於應用。
塑性成形:在固態下「揉」出微結構
第三類製程不熔化、不從粉末出發,而是對固態材料施加力,讓它塑性流動成形,這包括鍛造(forging)、軋延(rolling)、擠製(extrusion)、抽拉(drawing)等。它特別適合需要高可靠度、無內部孔隙的承力零件(如曲軸、齒輪、航太結構件)。
塑性成形之所以重要,不只因為它能改變形狀,更因為它能主動改造微結構:
- 加工硬化(work hardening):塑性變形會大量增加差排(dislocation)密度,差排彼此糾纏、互相阻擋運動,使材料變硬變強。流變應力 $\sigma$ 與差排密度 $\rho$ 的關係常寫成 $\sigma \propto \sqrt{\rho}$(Taylor 關係)。
- 流線(grain flow):變形把晶粒與夾雜物沿變形方向拉長,形成連續的纖維流線。鍛造件之所以比同形狀的鑄造件可靠,部分原因就是流線沿著受力方向連續,不像鑄造的等向粗晶那樣易沿晶界開裂。
- 冷加工 vs. 熱加工:在再結晶溫度以下變形稱冷加工,會累積加工硬化、提高強度但降低延性;在再結晶溫度以上變形稱熱加工,材料一邊變形一邊動態再結晶(dynamic recrystallization)生成新的無應變細晶,因此能大量變形而不開裂。
加工硬化後的材料若需要恢復延性,可透過退火(annealing):加熱使其經歷回復(recovery,差排重排、釋放部分內應力)、再結晶(recrystallization,無應變新晶粒形核取代變形組織)與晶粒成長(grain growth)。這也呼應了一個貫穿全文的主題——製程與後續熱處理共同決定最終微結構,而不是成形那一步就定生死。
三條路線怎麼選?回到結構—性質—製程—性能
把三者並排,就能看出選擇邏輯:
| 製程 | 出發狀態 | 主要驅動 | 典型微結構特徵 | 擅長 |
|---|---|---|---|---|
| 鑄造 | 液態 | 凝固(形核/成長) | 柱狀/等軸晶、偏析、可能縮孔 | 複雜形狀、大件、難加工材料 |
| 燒結 | 粉末(固態) | 表面能↓+擴散 | 多晶+殘留孔隙、可控孔隙度 | 高熔點材料、陶瓷、多孔件、近淨成形 |
| 塑性成形 | 固態塊材 | 外力驅動塑性流動 | 拉長晶粒、流線、高差排密度 | 高可靠承力件、量產一致性 |
沒有「最好」的製程,只有「最適合該零件性能需求」的製程。需要內部冷卻流道的渦輪葉片走鑄造(甚至單晶鑄造);需要極高硬度的切削刀具走粉末燒結的硬質合金;需要承受循環疲勞的曲軸走鍛造。製程的選擇,本質上是在問:我想把材料的微結構凍結成什麼樣子?
看一個例子
考慮汽車的鋁合金輪圈。市場上常見兩種:鑄造輪圈與鍛造輪圈。
鑄造輪圈以熔融鋁合金(如 A356)注入模具成形,成本低、造型自由度高,但微結構是凝固而來的等軸晶,可能帶有微縮孔與較粗大的共晶矽相,這些都是疲勞裂紋的潛在起點,因此同樣的強度規格下需要做得較厚、較重。
鍛造輪圈則先把鋁合金(如 6061)鍛打成形,再經 T6 熱處理(固溶+時效)。鍛造帶來連續的金屬流線、細化並消除孔隙、提高差排密度,再加上時效析出強化,使其在更薄、更輕的情況下仍有更高的強度與疲勞壽命。代價是模具與製程成本高、造型受限。
請注意:兩者化學成分都屬鋁合金,差別幾乎完全來自製程寫入的微結構。這正是「結構—性質—製程—性能」最乾淨的示範——相同元素,不同身世,不同性能。
重點回顧
- 製程是把微結構「凍結」下來的那一步:同一成分經不同製程,會得到完全不同的微結構與性能,這是 SPPP(結構—性質—製程—性能)主線的核心。
- 鑄造從液態出發,由凝固的形核與成長主導;過冷度與散熱速率決定晶粒大小,並要面對縮孔、偏析、柱狀晶等凝固缺陷。
- 燒結在熔點以下進行,靠降低表面能+原子擴散把粉末緻密化;溫度透過 Arrhenius 關係強烈影響速率,核心挑戰是讓緻密化「跑贏」晶粒成長以消除孔隙。
- 塑性成形在固態下以外力驅動塑性流動,透過加工硬化、流線與(動態)再結晶主動改造微結構,並可用退火回復延性。
- 沒有最好的製程,只有最適合性能需求的製程:鋁合金輪圈鑄造 vs. 鍛造的差異,幾乎全來自製程寫入的微結構。
深入探討(研究所視角)
在研究與先進製造的層面,上述三條路線正快速融合、並被更精細地建模與控制:
1. 增材製造(additive manufacturing, AM)模糊了製程邊界。 金屬雷射粉末床熔融(LPBF)同時帶有「逐點熔化—快速凝固」(接近鑄造但極端非平衡)與「層層堆疊」的特性。其極高的冷卻速率(可達 $10^5\text{–}10^7\,\text{K/s}$)會形成胞狀(cellular)次晶粒結構與非平衡相,並產生獨特的殘留應力與層間缺陷。理解 AM 必須同時動用凝固理論、傳熱、與快速凝固下的相選擇——傳統相圖只是起點。
2. 燒結的微觀建模走向場論。 現代以相場法(phase-field)與離散元/分子動力學模擬燒結頸成長、孔隙演化與晶界遷移,定量預測緻密化曲線與最終孔隙分佈。工程上 SPS(spark plasma sintering)藉脈衝電流+壓力,在數分鐘內完成傳統需數小時的緻密化,並有效抑制晶粒成長,使奈米晶陶瓷的製備成為可能——其機制(焦耳熱局部化、電遷移是否參與)至今仍是活躍的研究題目。
3. 凝固的多尺度與計算設計。 樹枝晶生長、共晶/包晶反應、微觀偏析皆可用相場與 CALPHAD(CALculation of PHAse Diagrams)耦合模擬。配合 ICME(Integrated Computational Materials Engineering)框架,研究者得以從合金成分、冷卻路徑反推所需微結構,再回推製程參數,把「試誤」轉為「設計」。
4. 製程—性能的不確定性與資料驅動方法。 製程必然帶來缺陷分佈(孔隙尺寸、夾雜物),而疲勞壽命對「最大缺陷」極度敏感(極值統計,extreme value statistics)。結合 X 光斷層掃描(CT)量測缺陷母體、與機器學習建立「製程參數 → 缺陷分佈 → 性能」的代理模型,是當前提升金屬零件可靠度的主流路徑。
一個值得記住的整合視角是:製程不是把材料「做出來」,而是在一個高維的非平衡空間裡,把材料的微結構引導到我們想要的局部狀態。 從鑄造的凝固、燒結的擴散到成形的塑性流動,背後都是同一套熱力學與動力學語言;研究所階段真正要培養的,是把這套語言用於「反向設計製程」的能力。