
一條會「越裂越強」的曲線:陶瓷增韌的真正機制
從 Griffith 能量平衡推導 R-curve,拆解相變、橋接與裂縫偏折三大增韌機制的力學與設計取捨。
一條會「越裂越強」的曲線:陶瓷增韌的真正機制
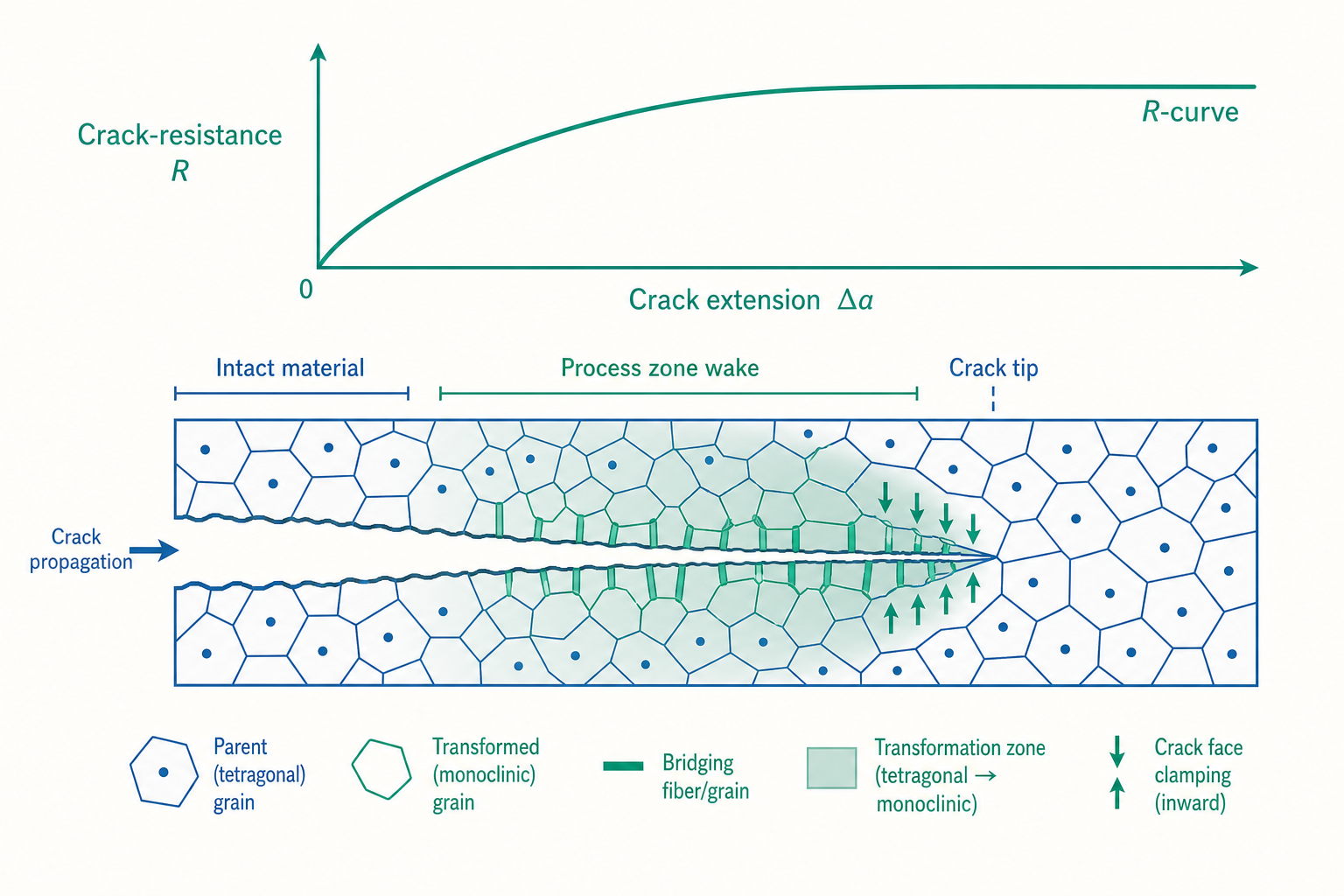
你已經知道陶瓷脆、知道斷裂韌性 $K_{IC}$ 低、也聽過「相變增韌」「纖維複合」這些名詞。但這裡有一個違反直覺的事實值得我們停下來想清楚:在某些設計良好的工程陶瓷裡,一道裂縫越往前走、需要的能量反而越高——材料的抵抗力隨裂縫成長而上升,而不是一路崩潰。這條「抵抗力隨裂縫長度上升」的曲線,材料界稱為 R-curve(阻力曲線,crack-resistance curve)。
R-curve 的存在,正是「為什麼有些陶瓷敢拿去當引擎零件、人工關節、防彈板」的物理答案。入門篇告訴你陶瓷的弱點是「裂縫一旦啟動就一路貫穿」;進階篇要回答的是:工程師到底用什麼機制,讓裂縫『走不順』到可以被定量設計? 我們會從能量平衡推導出增韌的數學形式,拆解三大類增韌機制的力學差異,並看看為什麼同一塊陶瓷在「小裂縫」與「大裂縫」下會表現得判若兩物。
從 Griffith 能量平衡到能量釋放率 $G$
要談增韌,得先把斷裂的語言從「應力」換成「能量」。Griffith 在 1920 年代提出的核心洞見是:裂縫要往前推進,必須有足夠的能量供給去製造新的兩個斷裂表面。
設一塊受拉的板材內含長度 $2a$ 的裂縫。裂縫成長 $\mathrm{d}a$ 時,系統會釋放儲存的彈性應變能,這個「每單位裂縫面積釋放的能量」稱為能量釋放率(energy release rate) $G$:
$$G = -\frac{1}{B}\frac{\mathrm{d}U}{\mathrm{d}a}$$
其中 $U$ 是系統總位能、$B$ 是板厚。另一邊,製造新表面需要消耗能量,這個「材料抵抗裂縫前進的能量」就是斷裂阻力 $R$。Griffith 的判據非常簡潔:
$$\text{裂縫擴展的條件:}\quad G \ge R$$
對理想脆性材料,$R$ 等於兩倍的表面能 $2\gamma_s$(一道裂縫產生上下兩個新表面)。但真實材料在裂縫尖端還會發生塑性或其他耗能過程,所以實務上把 $R$ 寫成一個與斷裂韌性對應的常數。線彈性斷裂力學(LEFM)裡,$G$ 與應力強度因子 $K$ 有一條漂亮的橋接關係:
$$G = \frac{K^2}{E'},\qquad E' = \begin{cases} E & \text{(平面應力)} \\ \dfrac{E}{1-\nu^2} & \text{(平面應變)} \end{cases}$$
對單純脆性材料,$R$ 是一個固定值,$G$ 一旦達到它裂縫就失穩、瞬間貫穿——這就是入門篇「掉下去就碎」的能量版本。增韌的本質,就是讓 $R$ 不再是常數,而是隨裂縫長度上升的一條曲線。 這就是 R-curve。
R-curve:為什麼「越裂越強」是可能的
想像裂縫尖端後方拖著一條「尾跡(wake)」。在許多增韌陶瓷裡,裂縫往前走的同時,它身後會發展出一個耗能區——可能是被裂縫包圍卻還沒斷的纖維、可能是相變後體積膨脹的微區、也可能是互相咬合的晶粒。這個尾跡會像一隻隻無形的手,從後方「夾住」裂縫的兩個面,部分抵消外加應力。
關鍵在於:裂縫越長,尾跡區越大,被夾住的閉合力(closure force)就越多,於是材料需要的驅動力 $G$ 也越高才能繼續前進。把這個閉合貢獻寫進能量平衡:
$$R(\Delta a) = R_0 + \int_0^{\Delta a} \sigma_{\text{bridge}}(x)\,\frac{\partial \delta(x)}{\partial a}\,\mathrm{d}x$$
其中 $R_0$ 是無增韌時的本質阻力,後面的積分是尾跡橋接(bridging)隨裂縫成長 $\Delta a$ 累積的額外阻力。$\sigma_{\text{bridge}}$ 是橋接應力、$\delta$ 是裂縫張開位移。直觀地說,R-curve 上升段就是尾跡區「長大」的過程;當尾跡達到飽和(達到一個穩態長度),$R$ 才趨於平台值 $R_{ss}$。
這帶來一個極重要的工程後果:陶瓷在「短裂縫」與「長裂縫」下的表觀韌性可以差很多。 一個只有幾微米的天然缺陷,尾跡還沒發展起來,材料表現出接近 $R_0$ 的低韌性;但一道毫米級的裂縫已經拖著飽和尾跡,表觀韌性可能高出數倍。這就是為什麼用「單一 $K_{IC}$ 值」去描述增韌陶瓷是危險的——你必須問「在多長的裂縫下測的」。
三大增韌機制的力學拆解
入門篇列了相變、複合、細晶三招;這裡我們看它們在 R-curve 上各自扮演什麼角色,以及背後的力學公式。
相變增韌(transformation toughening)
主角是二氧化鋯 $\text{ZrO}_2$。純氧化鋯在冷卻時會從四方相(tetragonal, t)轉變為單斜相(monoclinic, m),伴隨約 $4\%$ 的體積膨脹——這膨脹大到會把材料自己撐裂。工程師的巧思是加入適量氧化釔($\text{Y}_2\text{O}_3$)等穩定劑,把亞穩的四方相「凍結」到室溫。
當裂縫逼近時,尖端的強烈拉伸應力會「解鎖」這些亞穩四方晶粒,誘發 $t \to m$ 相變。相變的體積膨脹在裂縫尖端周圍形成一個受壓的轉變區(transformation zone),這個壓應力主動夾合裂縫,提高前進所需的驅動力。增韌量可近似為:
$$\Delta K_{IC} \approx \eta\, E\, \varepsilon^{T} V_f \sqrt{h}$$
其中 $\varepsilon^{T}$ 是相變膨脹應變、$V_f$ 是可轉變相的體積分率、$h$ 是轉變區寬度、$\eta$ 是與約束條件有關的係數。這條式子告訴你:要增韌,就得讓更多、更大膨脹的相變發生在更寬的尖端區域。部分穩定氧化鋯(PSZ)、四方多晶氧化鋯(Y-TZP)的 $K_{IC}$ 可達 $6\sim12\ \text{MPa}\cdot\text{m}^{1/2}$,是工程陶瓷裡的佼佼者,俗稱「陶瓷鋼」。
但這招有兩個必須記住的代價。其一是溫度上限:相變增韌靠的是四方相的亞穩性,溫度一高(通常超過數百度),四方相在熱力學上變穩定、應力誘發相變消失,增韌效果歸零。其二是惡名昭彰的低溫退化(LTD, low-temperature degradation/水熱老化):在潮濕、體溫附近的環境(正是人工關節的服役條件!),表面四方晶粒會自發轉變、產生微裂與粗糙化,長期削弱材料。這正是氧化鋯生醫陶瓷後來走向 ZTA(氧化鋯增韌氧化鋁)複合的原因——用少量分散的氧化鋯取增韌、用氧化鋁基體擋老化。
橋接增韌(bridging):纖維、晶鬚與晶粒
第二類機制是讓尾跡裡留下「橋」。在纖維補強陶瓷基複合材料(CMC)中,刻意設計一層弱的纖維/基體界面,使裂縫遇到纖維時不是切斷它,而是讓界面脫黏(debond)、纖維被拉出(pull-out)。拉出過程中纖維與基體摩擦持續耗能,這是 CMC 韌性可達單體陶瓷數倍、甚至呈現「假延性」的關鍵。
橋接的耗能可粗估為摩擦剪應力 $\tau$、纖維體積分率 $V_f$、拉出長度等的函數。重點觀念是:界面不能太強也不能太弱。 界面太強,裂縫直接切斷纖維、沒有拉出耗能(脆性破壞);界面太弱,纖維無法傳遞負載(強度太低)。這條「適中界面」的設計原則,是 CMC 工程的核心 art。
值得注意的是,即使是單相多晶氧化鋁,只要晶粒夠粗、形狀夠不規則,裂縫繞行晶界時也會在尾跡留下互鎖的晶粒橋(grain bridging),帶來內生的 R-curve。這解釋了一個看似矛盾的現象:粗晶粒雖然降低起始強度(缺陷較大),卻可能提高長裂縫韌性——這正是強度與韌性常常此消彼長的微觀根源。
裂縫偏折與微裂紋(deflection & microcracking)
第三類較被動。當裂縫被第二相、晶界或殘留應力場逼得偏折(deflection)、走非平面路徑時,尖端不再是純張開(mode I),而混入剪切模式,有效驅動力下降,路徑也變長、耗能增加。另外,尖端周圍若生成大量微裂紋(microcracking),會局部降低彈性模數、分散應力、屏蔽主裂縫。微裂紋增韌效果有限且常伴隨強度損失,多作為其他機制的輔助。
看一個例子:氧化鋯刀與「會記得溫度」的陶瓷
拿一把氧化鋯陶瓷刀和一把氧化鋁陶瓷刀比較,最能體會相變增韌的威力與陷阱。
為什麼氧化鋯刀不易崩? Y-TZP 刀刃裡布滿亞穩四方晶粒。當刀刃受撞擊、微裂縫想啟動時,尖端應力立刻觸發 $t \to m$ 相變,膨脹的轉變區把萌生中的裂縫「就地夾死」。$K_{IC}$ 比純氧化鋁高約一倍以上,於是同樣手滑磕到流理台,氧化鋯刀往往只留白印、氧化鋁刀卻可能缺一角。
為什麼不能拿氧化鋯刀去高溫油炸或丟進烘碗機反覆高溫高濕? 兩個機制同時找上門。高溫時四方相趨於熱力學穩定,應力誘發相變的「彈簧」失效,增韌打折;而長期高濕(水熱)環境又會誘發低溫退化,表面晶粒自發轉變、起微裂、變粗糙。這把刀的卓越韌性與它的環境脆弱性,來自同一個亞穩四方相——又一次印證入門篇的主線:性質的優點與限制,往往是同一個微觀結構的兩面投影。
動手試試:用 R-curve 思維估算「臨界裂縫」
假設一塊陶瓷的本質韌性 $K_{IC,0}=3\ \text{MPa}\cdot\text{m}^{1/2}$,設計成具 R-curve、長裂縫飽和韌性 $K_{ss}=9\ \text{MPa}\cdot\text{m}^{1/2}$。取幾何因子 $Y=1$,估算在 $\sigma=200\ \text{MPa}$ 工作應力下,會讓裂縫失穩的臨界缺陷尺寸。
對無 R-curve 的脆性版本,臨界裂縫半長:
$$a_c = \frac{1}{\pi}\left(\frac{K_{IC,0}}{Y\sigma}\right)^2 = \frac{1}{\pi}\left(\frac{3}{200}\right)^2 \approx 7.2\times10^{-5}\ \text{m} \approx 72\ \mu\text{m}$$
也就是只要有 $\sim70\ \mu\text{m}$ 的缺陷就會在 200 MPa 下失穩。但對有 R-curve 的版本,裂縫得驅動到接近 $K_{ss}=9$ 才失穩:
$$a_c \approx \frac{1}{\pi}\left(\frac{9}{200}\right)^2 \approx 6.4\times10^{-4}\ \text{m} \approx 640\ \mu\text{m}$$
容許缺陷尺寸放大了約 9 倍(因為韌性平方進去)。更重要的是穩定性:在 R-curve 上升段,即使裂縫已啟動,只要 $\mathrm{d}G/\mathrm{d}a < \mathrm{d}R/\mathrm{d}a$,裂縫會穩定成長而非瞬間貫穿——這意味著元件可能在徹底失效前就被檢測或聽到聲音示警。這正是 R-curve 在工程可靠性上的真正價值:不只提高韌性數值,更把「災難性瞬斷」變成「可偵測的緩慢成長」。
重點回顧
- 增韌的本質是把斷裂阻力 $R$ 從常數變成 R-curve:裂縫尖端後方的尾跡(橋接、相變區、互鎖晶粒)累積閉合力,使裂縫越長、所需驅動力 $G$ 越高。
- 表觀韌性與裂縫長度有關:增韌陶瓷在短裂縫(天然缺陷)下接近本質韌性 $R_0$,長裂縫下才達飽和韌性 $R_{ss}$,因此「單一 $K_{IC}$」描述不完整。
- 相變增韌靠亞穩四方相 $t\to m$ 體積膨脹夾合裂縫,$\Delta K_{IC}\propto E\varepsilon^{T}V_f\sqrt{h}$,但有溫度上限與水熱低溫退化(LTD)兩大代價。
- 橋接增韌的關鍵是界面強度適中:界面太強纖維被切斷、太弱無法傳力,唯有適中才有脫黏與拉出耗能;粗晶單相陶瓷也能靠晶粒橋產生內生 R-curve。
- R-curve 的工程價值不只在更高韌性,更在裂縫穩定性:上升段讓裂縫穩定成長、可被偵測,把瞬間災難轉為可預警的緩慢過程。
深入探討(研究所視角)
進到研究層級,R-curve 從「定性圖像」變成需要嚴謹建模與量測的對象。
短裂縫問題與強度的非唯一性。 由於增韌陶瓷的韌性隨裂縫長度變化,從 R-curve 反推「強度」並不唯一:失穩條件是 $G(\sigma,a)=R(a)$ 且 切線條件 $\partial G/\partial a = \mathrm{d}R/\mathrm{d}a$ 同時成立的相切點。這意味著元件的強度由 R-curve 的形狀、初始缺陷分佈與外加應力場三者交互決定。研究者用此解釋為何強增韌材料的韋伯模數 $m$ 常顯著提高——R-curve 對小缺陷不敏感,等效於壓縮了強度分佈的離散度,這是增韌與可靠性之間被低估的深刻連結。
內聚力區模型與相場法。 連續力學上,橋接尾跡常以內聚力區模型(cohesive zone model)描述:給定一條 traction–separation 律 $\sigma(\delta)$,就能積分出 R-curve。近年相場斷裂(phase-field fracture)法把裂縫視為連續的損傷場,能自然處理裂縫分岔、偏折與多裂縫交互,被廣泛用於模擬相變增韌區的演化與晶界網路中的裂縫路徑,是當前計算斷裂力學的主流之一。
從原子尺度到連續尺度的橋接。 相變的本質是晶體學上的馬氏體式轉變,其驅動力、慣態面與孿晶結構可由晶體塑性與 DFT 計算的相對能量決定;如何把這些原子尺度資訊「升尺度」成連續力學的 $\varepsilon^{T}$ 與轉變判據,是多尺度材料模擬的經典難題。同時,機器學習勢能(MLIP)正被用來加速大尺度分子動力學,直接觀察裂縫尖端的鍵斷裂與相變協同。
前沿材料的 R-curve 工程。 超高溫陶瓷(UHTCs)、高熵陶瓷(high-entropy ceramics)與仿生「磚牆—砂漿」結構(受珍珠母 nacre 啟發的層狀陶瓷)都在試圖把多種增韌機制疊加,逼近「又硬又韌」這個材料界長期的兩難。在這些研究裡,R-curve 不只是一條量測曲線,而是把「結構(尾跡微結構)—性質(韌性與穩定性)—製程(界面與相分佈控制)—性能(可靠服役)」四環扣在一起的定量設計語言。