
為什麼波音 787 的機身,是用「布」捲出來的?
從比強度、纖維缺陷的尺度效應、混合律到異向性疊層設計,看複合材料如何用更少的質量做更多的事,貫穿結構—性質—製程—性能。
為什麼波音 787 的機身,是用「布」捲出來的?
如果你走進波音(Boeing)787 夢幻客機(Dreamliner)的組裝廠,會看到一個顛覆直覺的畫面:機身不是用一張張鋁板鉚接而成,而是由一卷卷黑色的「碳纖維布」,像捲壽司一樣纏繞在巨大的模具上,再送進高壓爐裡烘烤成形。整架飛機約有 50% 的結構重量由複合材料(composite materials)構成。為什麼航空工程師願意放棄使用了大半個世紀、技術成熟的鋁合金,改用這種看似脆弱的「布」?
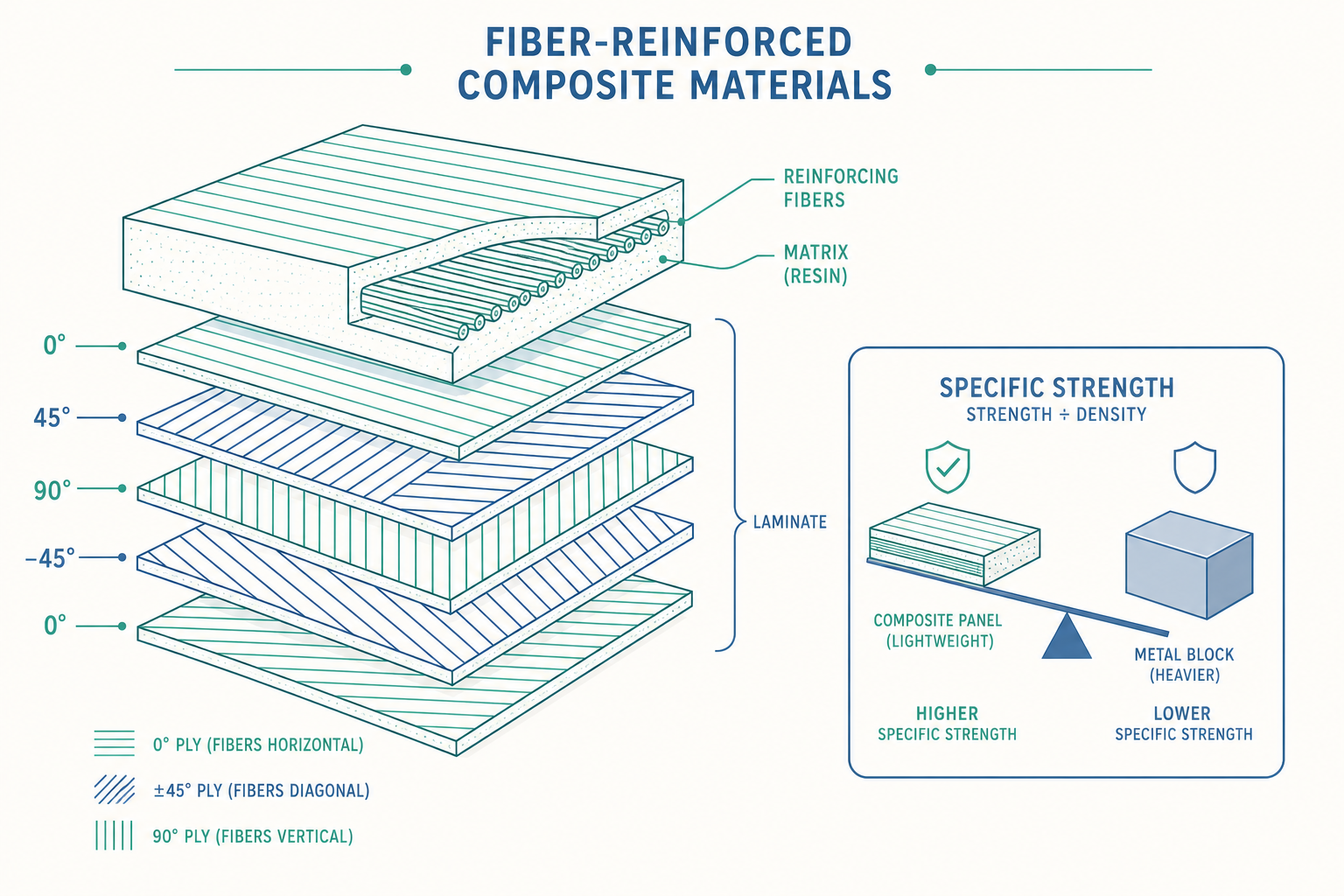
答案藏在一個關鍵比值裡:比強度(specific strength),也就是強度除以密度。碳纖維複合材料的比強度可達鋁合金的數倍,意思是同樣承載一個負荷,複合材料的結構可以做得更輕。對一架飛機而言,每減輕一公斤,整個生命週期就能省下可觀的燃油與碳排放。複合材料的核心精神,正是「用更少的質量,做更多的事」。這篇文章要帶你理解:纖維與基體如何分工合作、為什麼 1 加 1 可以大於 2、以及這套邏輯如何貫穿從原子鍵結到飛機機翼的每一個尺度。
什麼是複合材料:兩種材料的分工合作
複合材料的定義很單純:把兩種以上、在巨觀尺度上可區分的材料結合在一起,使整體獲得任何單一組成都無法達到的性質。它通常包含兩個角色:
- 強化相(reinforcement):負責承擔主要負荷,通常是高強度、高剛性的纖維或顆粒,例如碳纖維、玻璃纖維、芳綸纖維(aramid,商品名 Kevlar)。
- 基體相(matrix):負責把強化相黏合在一起、傳遞應力、保護纖維不受環境侵蝕,通常是較柔軟的高分子(polymer)、金屬或陶瓷。
這種「硬骨頭 + 軟肉」的分工,在自然界處處可見。木材是纖維素纖維(cellulose)埋在木質素(lignin)基體中;骨骼是膠原蛋白纖維與羥基磷灰石(hydroxyapatite)晶體的複合;連混凝土都是碎石骨材與水泥漿的複合。人造複合材料只是把這個古老策略,用工程精度重新實現一次。
關鍵在於:複合材料的性質不是兩者的簡單平均,而是取決於它們如何排列、如何結合、以及在何種方向受力。這正是材料科學「結構決定性質」原則最戲劇化的展現——同樣的碳纖維與環氧樹脂,排列方式不同,做出來的東西可以差了好幾倍。
為什麼纖維形態這麼強:缺陷與尺度效應
一個常被忽略的事實:碳纖維所用的碳,本質上和我們熟悉的石墨類似,但把它拉成直徑僅約 5–7 微米的細絲後,強度卻飆升。為什麼「變細」會變強?
答案在於缺陷(defect)。任何塊狀材料內部都存在裂紋、空隙、雜質。材料的實際強度遠低於原子鍵結的理論強度,正是因為這些缺陷會造成應力集中,成為斷裂的起點。根據格里菲斯(Griffith)斷裂理論,材料能承受的臨界應力與最大裂紋尺寸的平方根成反比:
$$\sigma_f = \sqrt{\frac{2 E \gamma_s}{\pi a}}$$
其中 $E$ 是楊氏模數(Young's modulus)、$\gamma_s$ 是表面能、$a$ 是裂紋半長。裂紋 $a$ 越小,能承受的破壞應力 $\sigma_f$ 越高。
當我們把材料做成極細的纖維,每根纖維內部能容納的最大缺陷尺寸受到直徑限制,自然就小。同時,材料總是沿著最弱的那條裂紋斷裂;纖維越細、把材料切成越多獨立的細絲,單一致命缺陷的影響就被「隔離」在一根纖維裡,不會擴及整體。這就是纖維強化背後的尺度效應(size effect):化整為零,把缺陷的破壞力分散稀釋。這也解釋了為什麼複合材料一定要做成「許多細纖維」而非「一根粗棒」。
混合律:1 加 1 為何能大於 2
要量化複合材料的性質,最基礎的工具是混合律(rule of mixtures)。考慮纖維沿著受力方向平行排列、纖維與基體共同承受拉伸的情況(這稱為等應變或 Voigt 模型),整體的縱向楊氏模數為:
$$E_c = V_f E_f + V_m E_m$$
其中 $V_f$、$V_m$ 是纖維與基體的體積分率($V_f + V_m = 1$),$E_f$、$E_m$ 分別是兩者的模數。由於碳纖維的模數(約 230 GPa 以上)遠高於環氧樹脂(約 3 GPa),只要纖維含量夠高,整體剛性就主要由纖維決定。
舉個例子:若 $V_f = 0.6$、$E_f = 230$ GPa、$E_m = 3$ GPa,則
$$E_c = 0.6 \times 230 + 0.4 \times 3 = 138 + 1.2 = 139.2 \text{ GPa}$$
這個值已經接近鋁合金(約 70 GPa)的兩倍,但密度卻只有約一半。比剛性(specific modulus)的優勢就是這樣來的。
但這裡有個關鍵陷阱:上述公式只在「沿纖維方向」成立。若改成垂直纖維方向受力(等應力或 Reuss 模型),模數變成:
$$\frac{1}{E_c} = \frac{V_f}{E_f} + \frac{V_m}{E_m}$$
此時整體性質被柔軟的基體「拖累」,橫向模數遠低於縱向。這種隨方向劇烈變化的特性稱為異向性(anisotropy),是複合材料設計中最核心、也最容易出錯的一環。
異向性與疊層設計:把布鋪成一本書
正因為單向纖維只在一個方向強,實際工程結構幾乎不會只用單一方向的纖維。工程師會把多層纖維布(稱為 ply 或鋪層)以不同角度堆疊,做成疊層板(laminate)。常見的鋪層角度有 0°、±45°、90°,組合起來讓結構在各個方向都有足夠強度。
設計疊層時,工程師用「鋪層順序」這種記號描述,例如 $[0/45/-45/90]_s$ 代表 0°、45°、−45°、90° 各一層,下標 $s$ 表示對稱(symmetric)鋪疊。對稱很重要:若鋪層不對稱,材料受熱或受力時會像受熱的雙金屬片一樣翹曲(warping),這稱為拉伸—彎曲耦合。
這種「依受力方向客製化纖維排向」的能力,是複合材料相對金屬最大的設計自由。金屬是等向性(isotropic)的,各方向性質相同,你只能靠加厚來補強;複合材料卻能「把材料放在最需要的方向」,這正是輕量化的精髓——不浪費任何一克在用不到的方向上。
製程如何決定性能:從鋪疊到固化
複合材料有一句行話:「製程即材料」(the process is the material)。金屬零件即使加工方式不同,材料本身的成分性質大致不變;但複合材料是在製造的同時「長出來」的,製程的每一步都直接寫進最終性能。
幾種主要製程:
- 預浸料鋪疊 + 高壓釜固化(prepreg / autoclave):把已經浸過樹脂、半固化的纖維布(prepreg)逐層鋪好,送進高壓釜(autoclave)在高溫高壓下固化。航太級結構多用此法,品質最好但成本高、產率低。
- 樹脂轉注成形(RTM, Resin Transfer Molding):先把乾纖維鋪進閉合模具,再注入液態樹脂。適合量產且形狀複雜的零件。
- 纖維纏繞(filament winding):把浸樹脂的纖維束纏繞在旋轉芯模上,適合做壓力容器、管件、火箭外殼。
- 拉擠成形(pultrusion):纖維連續被拉過樹脂槽與加熱模具,做出等截面長條型材,像複合材料版的「擠型」。
製程中最容易出問題的是孔隙(void)。固化時若樹脂中殘留氣泡或揮發物未排出,會留下微小孔洞,成為應力集中與分層(delamination)的起點。一般要求航太級層板孔隙率低於 1–2%。這也是為什麼高壓釜的「壓力」不可或缺——它把氣泡壓實、把多餘樹脂與空氣擠出。製程參數(溫度曲線、壓力、升溫速率)沒控制好,再好的纖維也做不出好結構。
複合材料的弱點:別只看強度
複合材料並非萬靈丹。理解它的限制,和理解它的優勢同樣重要:
- 分層(delamination):層與層之間靠基體黏結,是整個結構最薄弱的環節。受到衝擊(例如工具掉落、冰雹、鳥擊)時,表面可能看不出損傷,內部卻已分層,這稱為「目視難辨衝擊損傷」(BVID, Barely Visible Impact Damage),是航太檢測的重點。
- 異向性帶來的設計複雜度:你不能像金屬那樣只給一個強度數值,必須給出整個方向相關的剛度矩陣,設計與分析門檻高。
- 回收困難:熱固性樹脂(thermoset,如環氧樹脂)固化後無法再熔化,碳纖維複合材料的回收一直是產業難題。這也推動了熱塑性複合材料(thermoplastic composite)的發展。
- 成本與檢測:原料貴、製程慢、品質檢測(如超音波掃描、X 光斷層)成本高。
工程上的選材,從來不是「哪個材料最強」,而是「在這個應用的負荷、環境、成本、壽命限制下,哪個材料最合適」。
看一個例子
讓我們用混合律完整算一遍一個風力發電機葉片用的玻璃纖維複合材料。
某葉片主梁採用單向玻璃纖維 / 環氧樹脂,已知:玻璃纖維 $E_f = 72$ GPa、密度 $\rho_f = 2.55 \text{ g/cm}^3$、拉伸強度 $\sigma_f = 2400$ MPa;環氧樹脂 $E_m = 3.4$ GPa、密度 $\rho_m = 1.20 \text{ g/cm}^3$、強度 $\sigma_m = 60$ MPa。纖維體積分率 $V_f = 0.55$。
第一步,縱向模數(混合律):
$$E_c = 0.55 \times 72 + 0.45 \times 3.4 = 39.6 + 1.53 = 41.1 \text{ GPa}$$
第二步,密度:
$$\rho_c = 0.55 \times 2.55 + 0.45 \times 1.20 = 1.40 + 0.54 = 1.94 \text{ g/cm}^3$$
第三步,比剛性(specific modulus):
$$\frac{E_c}{\rho_c} = \frac{41.1}{1.94} \approx 21.2 \text{ GPa} \cdot \text{cm}^3/\text{g}$$
對照鋼鐵:$E \approx 200$ GPa、$\rho \approx 7.85 \text{ g/cm}^3$,比剛性約 $25.5$,與這個玻璃纖維複合材料其實接近。
關鍵洞察:單看絕對剛性,鋼鐵的 200 GPa 遠勝複合材料的 41 GPa。但對於風力葉片這種「靠自重就會下垂、又要在空中高速旋轉」的細長結構,真正決定性能的是比剛性與比強度,而非絕對值。換成碳纖維($E_f \approx 230$ GPa、$\rho_f \approx 1.8 \text{ g/cm}^3$),比剛性更可拉到 70 以上,遠超鋼鐵——這就是為什麼越來越長的葉片開始改用碳纖維。這個例子完整串起了「組成($V_f$)→ 結構(纖維排向)→ 性質($E_c$、$\rho_c$)→ 性能(比剛性決定能否做更長的葉片)」的因果鏈。
重點回顧
- 複合材料 = 強化相(承載)+ 基體相(傳遞應力、保護),整體性質取決於兩者如何排列與結合,而非簡單平均。
- 纖維形態之所以強,來自缺陷的尺度效應:把材料切成許多細絲,限制了單一致命缺陷的尺寸與影響範圍(格里菲斯理論)。
- 混合律 $E_c = V_f E_f + V_m E_m$ 描述縱向性質;但複合材料是異向性的,橫向性質遠弱,方向設計是核心。
- 「製程即材料」:鋪疊順序、固化溫壓、孔隙率都直接決定最終性能,這是複合材料與金屬最大的不同。
- 複合材料不是萬靈丹:分層、衝擊損傷難辨、回收困難、成本與檢測高,選材要看整體應用條件而非單一強度數值。
深入探討(研究所視角)
上述混合律屬於最基礎的層級,研究所階段會進入更嚴謹的力學框架:
古典疊層板理論(CLT, Classical Lamination Theory) 是分析疊層板的標準工具。它把每一鋪層視為等效的正交異向(orthotropic)薄板,透過剛度矩陣 $\mathbf{Q}$ 與座標轉換,組合成描述整體板件的 ABD 矩陣:
$$\begin{bmatrix} \mathbf{N} \\ \mathbf{M} \end{bmatrix} = \begin{bmatrix} \mathbf{A} & \mathbf{B} \\ \mathbf{B} & \mathbf{D} \end{bmatrix} \begin{bmatrix} \boldsymbol{\varepsilon}^0 \\ \boldsymbol{\kappa} \end{bmatrix}$$
其中 $\mathbf{A}$ 是拉伸剛度、$\mathbf{D}$ 是彎曲剛度、$\mathbf{B}$ 是拉伸—彎曲耦合矩陣。前述「對稱鋪疊使 $\mathbf{B}=\mathbf{0}$、消除翹曲」正是從這裡嚴格導出的。
破壞準則(failure criteria) 是另一個關鍵主題。金屬常用 von Mises 準則,但複合材料因異向性需要更複雜的準則。Tsai–Wu 準則以二次式判斷在多軸應力下是否破壞:
$$F_i \sigma_i + F_{ij} \sigma_i \sigma_j \leq 1$$
更進階的 Hashin 準則則區分纖維拉伸/壓縮、基體拉伸/壓縮等不同破壞模式,能對應到實際觀察到的微觀失效機制。
值得關注的研究前沿包括:界面工程(interface engineering)——纖維與基體之間那層奈米級的界面,往往決定了應力傳遞效率與韌性,是表面改質與奈米塗層的研究重點;多功能複合材料——讓結構同時具備儲能、感測、自我修復(self-healing)能力;以及永續性議題——天然纖維複合材料、可回收熱塑性基體、碳纖維回收再利用,已成為與淨零碳排呼應的重要方向。從格里菲斯的一條裂紋,到一架飛機的全壽命碳足跡,複合材料始終在回答同一個問題:如何用最聰明的方式安排物質,讓每一克都用在刀口上。