
為什麼同一台射出機,把同一包塑料打進不同的模具,做出來的零件強度可以差三倍?
深入高分子與複合材料的成形:熔體流變、流致配向的皮芯結構,以及纖維臨界長度與熔接線如何在加工中被「凍結」進零件性能。
為什麼同一台射出機,把同一包塑料打進不同的模具,做出來的零件強度可以差三倍?
入門篇我們把成形製程分成鑄造、燒結、塑性成形三條路線,那是以金屬為主角的故事——液態凝固、粉末擴散、固態塑性流動。但當主角換成高分子與複合材料(polymer and composites),遊戲規則悄悄改變了:高分子在加工溫度下既不是純液體、也不是純固體,而是一種會「記住」自己被怎麼推擠過的黏彈性熔體(viscoelastic melt);而複合材料裡那些纖維,會在熔體流動時被「梳」成特定方向,把材料從等向(isotropic)變成方向性極強的非等向(anisotropic)結構。
這帶來一個入門篇沒處理的關鍵事實:對高分子與複合材料而言,「製程」寫入微結構的方式,主要不是透過凝固或擴散,而是透過「流動」本身。 同一包尼龍 66、同一台射出成形機,只因為模穴幾何、澆口位置、射速不同,熔體在模穴裡的流動路徑就不同,分子鏈與玻璃纖維的配向(orientation)就不同,做出來的零件可以在某個方向特別強、另一個方向特別脆——強度差三倍並不誇張。
這一篇我們要深入這層機制:高分子熔體的流變(rheology)如何主導加工、流動如何把分子鏈與纖維「凍結」成配向組織、複合材料的纖維長度與界面又如何在加工中被決定。讀完你會發現,高分子的成形與金屬的成形說的是同一套「結構—性質—製程—性能」語言,只是動力學的主詞換了人。
高分子熔體不是水:剪切變稀與黏彈性
要理解高分子加工,得先丟掉「熔化就是變成液體」這個來自金屬的直覺。一塊金屬熔化後是低黏度的牛頓流體(Newtonian fluid),黏度幾乎不隨流動快慢改變。高分子熔體完全不是這回事。
最重要的特徵是剪切變稀(shear thinning):流動得越快,黏度反而越低。對牛頓流體,剪應力 $\tau$ 與剪切率 $\dot{\gamma}$ 成正比,$\tau = \eta \dot{\gamma}$,黏度 $\eta$ 是常數。但高分子熔體更接近冪律模型(power-law model):
$$ \eta = K \,\dot{\gamma}^{\,n-1} $$
其中 $n$ 是冪律指數,對多數高分子 $n \approx 0.2\text{–}0.6$,明顯小於 1。$n<1$ 意味著剪切率上升、黏度下降。為什麼?回到入門篇談過的纏結(entanglement):靜止時長鏈彼此纏繞、互相鎖住,黏度極高;一旦快速剪切,鏈被拉直、沿流動方向解纏並對齊,互相滑動的阻力驟降,黏度因此暴跌。
這個性質是高分子加工得以實現的根本原因。射出成形時,澆口附近的剪切率可高達 $10^4\text{–}10^5\ \text{s}^{-1}$,正是因為剪切變稀,熔體在這種高速下黏度大幅下降,才能在零點幾秒內充滿整個薄壁模穴;一旦停止流動,黏度回升、形狀被保住。如果高分子像金屬一樣是牛頓流體,薄壁射出幾乎無法進行。
第二個特徵是黏彈性(viscoelasticity)——熔體同時有黏性(耗散能量)與彈性(儲存能量)。最戲劇化的表現是模口膨脹(die swell / extrudate swell):熔體從擠製模口擠出後,直徑會膨脹到模口的 1.2–2 倍。原因是熔體在模內被剪切時,鏈被拉伸、儲存了彈性能(像被拉長的橡皮筋),一出模口失去管壁約束,鏈立刻回彈、收縮,導致徑向膨脹。模口膨脹是吹膜、押出、抽絲時必須補償的工程量,它直接提醒我們:高分子記得自己被怎麼變形過。 這份「記憶」正是配向組織的來源。
流動如何「凍結」分子配向:皮層—芯層結構
現在進入這篇最核心的機制:流動如何把分子鏈的方向凍結(frozen-in orientation)進固化的零件,並造成性能的方向性。
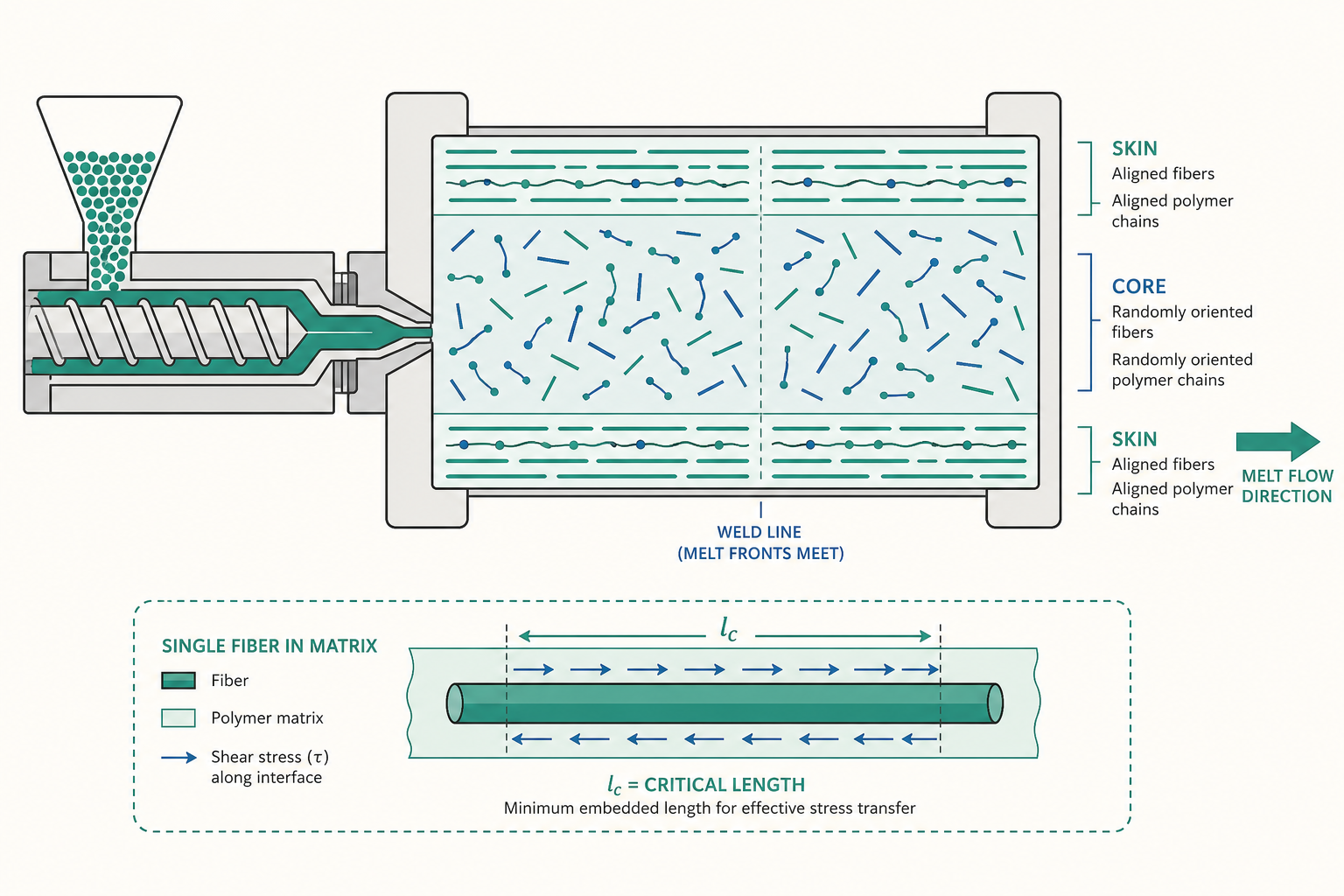
考慮射出成形。熔體被高速推進冷模穴,緊貼冷模壁的那薄薄一層瞬間被急冷固化。問題在於:這層熔體在固化的那一刻,正承受著最大的剪切(因為流速在管壁為零、中心最大,剪切率在近壁處最高),它的分子鏈被沿流動方向高度拉伸對齊,還來不及鬆弛回捲曲的平衡線團,就被低溫「凍」住了。結果是一層高度配向的皮層(skin layer)。
而模穴中心的熔體固化得慢,分子鏈有時間鬆弛回到接近隨機的線團構形,形成配向度低的芯層(core layer)。於是一個射出件的截面,從外到內呈現「皮層—次皮層—芯層」的層狀配向梯度。這個結構帶來幾個直接後果:
- 力學性質非等向:沿著分子鏈(與流動)方向,強度與模數較高;垂直方向較低。同一塊平板,順流向拉與橫流向拉,強度可以差顯著。
- 收縮非等向(differential shrinkage):配向的鏈在冷卻後傾向沿配向方向收縮更多,造成零件翹曲(warpage)。這是射出件變形最常見的根源之一,而它的物理根源就是流動配向。
- 殘留應力(residual stress):皮層先固化、芯層後固化,加上配向回彈被凍結,零件內部殘留一套自平衡的應力場,可能在後續使用或環境應力下誘發開裂(environmental stress cracking)。
請注意這和金屬鑄造的對應關係:金屬鑄造也有「靠模壁急冷的細晶皮層、心部慢冷的粗晶」之分。急冷的表層 vs. 慢冷的芯部,是所有「液態充模 + 模壁散熱」製程共有的結構主題——只是金屬凍結的是晶粒大小,高分子凍結的是分子鏈配向。這正是 SPPP 主線跨材料的優美之處。
複合材料:纖維配向與「臨界長度」的雙重戰場
當熔體裡加入玻璃纖維或碳纖維,成為短纖維強化複合材料(short-fiber reinforced composite),上面的故事多了一個更顯著的角色:纖維會被流動「梳」向特定方向,而且加工會改變纖維本身的長度。
纖維配向。 在剪切流場中,剛性的短纖維會傾向沿流動方向排列(Jeffery 軌道理論描述單根纖維在流場中的轉動)。在射出件裡,這放大了皮芯效應:高剪切的皮層裡纖維沿流向高度對齊,低剪切的芯層裡纖維配向紊亂、甚至橫向。於是「順流向強、橫流向弱」的非等向性被纖維進一步放大。設計含纖維的射出件時,澆口位置幾乎等同於在決定纖維會往哪裡排,這是純塑膠件不必煩惱、卻在複合材料中至關重要的製程變數。
纖維長度與臨界長度。 複合材料要靠纖維承載,前提是外力能透過「纖維—基材界面」的剪應力有效傳到纖維上。這引出一個關鍵概念——臨界纖維長度(critical fiber length, $L_c$):
$$ L_c = \frac{\sigma_f \, d}{2\,\tau_i} $$
其中 $\sigma_f$ 是纖維的拉伸強度、$d$ 是纖維直徑、$\tau_i$ 是界面剪切強度。物理意義是:只有當纖維長度 $L > L_c$,纖維中段才能被界面剪力「拉滿」到接近其拉伸強度,纖維才被有效利用;若 $L < L_c$,纖維還沒被拉到斷就先被從基材裡「抽出(pull-out)」,強化效率大打折扣。
問題是,加工會縮短纖維。原料粒(compound pellet)裡的玻璃纖維可能有幾毫米長,但經過螺桿的剪切、輸送、過澆口的擠壓,纖維會大量斷裂,射出件中的殘留纖維長度常只剩零點幾毫米,很容易掉到 $L_c$ 附近甚至以下。於是出現一個典型的製程矛盾:提高射速與螺桿轉速有利於充模與配向,卻加劇纖維折斷、降低有效長度。 工程師必須在「流動性/配向」與「保留纖維長度」之間取捨——這是入門篇談金屬時不會遇到的、複合材料專屬的兩難。
看一個例子
考慮一個用 30% 玻璃纖維強化尼龍 66(PA66-GF30)射出成形的汽車進氣歧管支架。設計要求它在某個鎖點方向承受反覆振動載荷。
工程師發現第一版樣品總是在鎖點附近的某條「線」上開裂。追查下去,這條線正是模穴裡兩股熔流會合的熔接線(weld line)——熔體從兩個方向繞過螺孔後重新匯合的地方。在熔接線上,兩股熔流的前緣已部分冷卻、分子鏈與纖維都垂直於熔接面排列(而非穿越它),界面結合弱、纖維幾乎沒有橫跨熔接線去承載。結果這裡的強度可能只有母材的 40–60%,正好成了疲勞裂紋的起點。
解法不是換材料,而是改製程與模具:把澆口移位,讓熔接線落在低應力區;或提高模溫與射速,讓兩股熔流會合時溫度更高、結合更好。請注意——化學成分一個字都沒改,只動了「熔體怎麼流」,零件壽命就翻倍。這就是高分子與複合材料版本的「相同元素、不同身世、不同性能」。
動手試試
拿一個半透明的塑膠射出件(例如尺、收納盒蓋),放在兩片偏光片之間(手機螢幕 + 一副偏光太陽眼鏡就能湊合),對著光旋轉。你會看到彩色的條紋圖案——這是光彈性(photoelasticity),條紋密集處正是殘留應力與配向最強的區域,常常出現在澆口附近與截面突變處。你看到的,就是被流動「凍結」進零件的那段加工史。
重點回顧
- 對高分子與複合材料,製程寫入微結構的主要途徑不是凝固或擴散,而是流動:熔體的流變行為與黏彈性「記憶」決定了最終的配向組織。
- 高分子熔體會剪切變稀($\eta = K\dot{\gamma}^{\,n-1}$,$n<1$),這是薄壁射出得以充模的根本;其黏彈性則表現為模口膨脹等「記得被怎麼變形過」的現象。
- 液態充模 + 模壁急冷會凍結出皮層—芯層的配向梯度,造成力學非等向、非等向收縮(翹曲)與殘留應力——這與金屬鑄造的「急冷細晶皮層 vs. 慢冷粗晶芯部」是同一個結構主題。
- 短纖維複合材料多了纖維配向與臨界長度 $L_c=\sigma_f d/2\tau_i$ 兩個戰場;加工會折斷纖維、縮短長度,於是「流動性/配向」與「保留纖維長度」之間存在天生的製程取捨。
- 熔接線等流動造成的弱面,往往是零件失效起點;很多時候解法是調整澆口、模溫、射速等製程參數,而非更換材料。
深入探討(研究所視角)
把高分子與複合材料的加工放到研究與先進製造的層面,幾條主線正快速深化:
1. 從流變學到加工的多物理耦合模擬。 商用模流分析(如 Moldflow、Moldex3D)求解的是非牛頓、非等溫、可壓縮熔體在複雜模穴中的充填—保壓—冷卻過程,並耦合纖維配向模型(Folgar–Tucker 方程及其各種封閉近似)來預測局部纖維張量。把這些模流結果作為非等向材料卡餵進結構有限元(FEA),是當前「integrated(製程—結構耦合)模擬」的主流,目的就是讓設計階段就能看見熔接線、配向與翹曲,而非等到開模試模才發現。
2. 黏彈性的本構與時間—溫度疊加。 入門級的冪律模型不足以描述模口膨脹、應力鬆弛這類彈性效應;研究上採用黏彈性本構(如 Giesekus、PTT、pom-pom 模型)刻畫熔體的記憶函數。配合時間—溫度疊加原理(time–temperature superposition, WLF 方程),可把不同溫度的流變數據疊到單一主曲線,預測極寬剪切率與溫度範圍下的加工行為——這是把實驗流變數據外推到製程條件的關鍵工具。
3. 結晶在流動下被改寫:流致結晶。 對半結晶高分子(如 PE、PP、PA),流動會誘發流致結晶(flow-induced crystallization):被拉伸對齊的鏈段大幅加快成核、甚至形成沿流向的「shish-kebab」串晶結構,使結晶動力學比靜態快好幾個數量級。這意味著結晶度、晶體形態(spherulite vs. shish-kebab)與最終的剛性、阻隔性都受流場耦合控制——把凝固(金屬語言)、結晶(高分子語言)統一進「非平衡相變在流場下的選擇」這個更大的框架。
4. 連續纖維複合與固化的製程窗口。 航太級連續纖維複合(碳纖維/環氧樹脂預浸布)的成形又是另一套物理:熱固性樹脂的固化動力學(cure kinetics)與放熱、樹脂流動與纖維床滲透(Darcy 定律描述樹脂在纖維束間的流動)、以及固化收縮與熱膨脹失配造成的殘留應力與變形(spring-in)。樹脂轉移成形(RTM)、自動纖維鋪放(AFP)與熱壓罐(autoclave)各有其製程窗口,研究上同樣走向「製程模擬 + 缺陷(孔隙、乾斑)預測 + 資料驅動最佳化」。
5. 增材製造再次模糊邊界。 高分子的熔融沉積(FFF/FDM)把「流動配向」與「層間結合」推到極致:每一條擠出絲都帶有強烈的軸向分子配向,而層與層、線與線之間的熔接界面結合強度取決於界面溫度與鏈互擴散(reptation)時間,導致列印件呈現高度非等向、且 Z 方向特別弱的力學行為。這與本文談的射出熔接線、皮芯配向是同一套物理在不同尺度上的重演。
一個值得帶走的整合視角是:高分子與複合材料的成形,本質上是在一個流場裡編排分子鏈與纖維的方向,並趕在材料固化前把這個編排「定格」下來。 從熔體流變、配向凍結、纖維折斷到固化收縮,背後是黏彈性流體力學、非平衡相變與界面力學的共同語言;研究所階段真正要練的,是把這套語言用於「反向設計流動」——透過控制模具幾何與製程參數,主動把材料的非等向微結構引導到性能需求所要求的方向。