
用兩種「脆」材料,怎麼拼出一個「韌」的結構?
複合材料的韌性不服從混合律——它誕生於裂紋與纖維互動的脫黏、偏轉與拔出過程,這篇深入「脆+脆=韌」背後的斷裂力學機制。
用兩種「脆」材料,怎麼拼出一個「韌」的結構?
這裡有一個讓很多人想不通的矛盾。碳纖維本身很脆——拿一根單絲,稍微一彎就「啪」地折斷,斷面平整得像玻璃,幾乎不吸收能量。環氧樹脂(epoxy)固化後也很脆——一塊純樹脂受到衝擊,會像壓克力一樣應聲裂開。照理說,兩種脆材料湊在一起,應該得到一個更脆的東西才對。但實際上,碳纖維複合材料(CFRP)的斷裂韌性(fracture toughness)遠高於它的任何一個組成,一塊複合材料板要徹底斷成兩半,需要消耗的能量是純樹脂的幾十倍。
「脆 + 脆 = 韌」這件事,是複合材料力學裡最深刻、也最反直覺的結果。入門篇談的是剛性與強度(材料能扛多大的應力),靠混合律就能估算;但這篇要談的是韌性(材料斷裂時能吸收多少能量),它完全不服從混合律,而是由一連串微觀的能量耗散機制決定。理解這些機制,才算真正理解了為什麼複合材料能在飛機機翼承受鳥擊、在防彈衣裡攔住子彈而不是直接被打穿。
強度與韌性是兩件事:先把概念分開
很多初學者會把「強」和「韌」混為一談,但它們在力學上是兩個獨立的量,甚至常常互相衝突。
- 強度(strength):材料開始破壞所需的應力,單位是 MPa。它回答「能扛多大的力」。
- 韌性(toughness):材料破壞過程中所能吸收的能量,在斷裂力學裡用臨界能量釋放率 $G_c$(單位 $\text{J/m}^2$)或斷裂韌性 $K_c$(單位 $\text{MPa}\sqrt{\text{m}}$)描述。它回答「斷裂時要花多少能量」。
回顧入門篇提到的格里菲斯(Griffith)理論:當裂紋擴展時,材料釋放的彈性應變能若超過產生新表面所需的能量,裂紋就會失穩擴展。對脆性材料,唯一的能量消耗就是「製造兩個新斷裂面」,所以 $G_c$ 很低。
複合材料的厲害之處在於:它在裂紋前進的路上,埋了一大堆額外的「能量陷阱」。每當裂紋想要前進一步,它不只要製造新表面,還得拉斷纖維、剝開界面、把纖維從基體裡硬拔出來。這些額外的功,全都加進了 $G_c$。所以複合材料的真正韌性,不在纖維本身、不在基體本身,而在裂紋與纖維、界面互動的那個過程裡。
核心機制一:界面脫黏與 Cook–Gordon 機制
關鍵的第一步,發生在一個違反直覺的地方——界面要夠弱,整體才會夠韌。
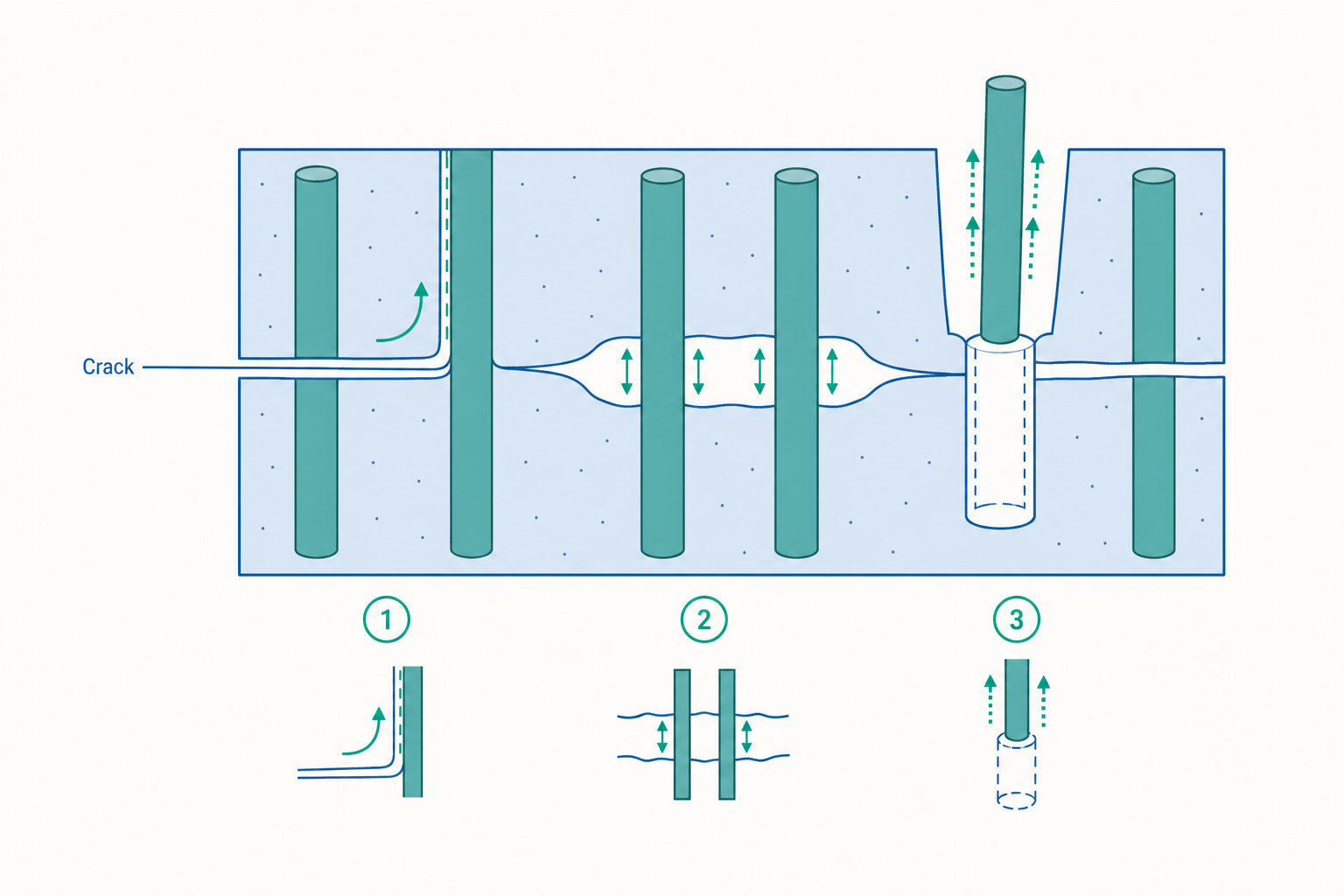
想像一條裂紋在基體裡前進,迎頭撞上一根橫在前方的纖維。會發生什麼?這取決於纖維與基體之間那層界面的強度。Cook 與 Gordon 在 1964 年提出一個經典分析:裂紋尖端不只在正前方有拉應力,在側向也存在一個拉應力(垂直於裂紋前進方向)。當裂紋逼近纖維時,這個側向應力會在裂紋還沒碰到纖維之前,就先把前方的界面「拉開」。
於是裂紋的能量被導去做一件事——讓界面脫黏(debonding),沿著纖維方向劈開,而不是直接橫向把纖維切斷。原本一條筆直的致命裂紋,被迫拐了個 90 度的彎,沿著界面跑掉,主裂紋的尖端應力因此被大幅鈍化。這就是裂紋偏轉(crack deflection)。
Cook–Gordon 的判據可以粗略寫成:當界面強度低於基體強度的某個比例(約 $1/5$)時,裂紋偏轉就會發生。這帶來一個對工程師極反直覺的結論:
為了讓複合材料變韌,我們故意把纖維與基體的黏結做得「不要太強」。
界面太強,裂紋一路直穿,纖維被乾脆地切斷,材料表現得像一塊均質的脆性玻璃——強,但一裂就到底。界面適度偏弱,裂紋被迫繞路、脫黏、耗能,材料才變韌。這正是入門篇結尾提到的「界面工程」之所以是研究熱點的原因:界面強度不是越高越好,而是有一個讓強度與韌性折衷的最佳值。
核心機制二:纖維拔出與臨界纖維長度
界面脫黏之後,緊接著上場的是最會吸能的主角——纖維拔出(fiber pull-out)。
當裂紋已經把基體裂開、界面也脫黏,斷裂的兩個面之間還橋接著許多纖維。這些纖維有兩種命運:要嘛被拉斷,要嘛被從基體裡「拔出來」。如果是被拔出,纖維與基體之間的摩擦力會在很長一段拔出距離上持續做功——這是一個「邊滑邊摩擦」的過程,耗散的能量遠大於單純拉斷一根纖維。
要分析這件事,需要引入剪滯模型(shear-lag model)。考慮一根埋在基體裡、被拉伸的短纖維:拉力不是直接施加在纖維末端,而是透過纖維側面的界面剪應力 $\tau$,一點一點「傳」進纖維內部。纖維中央的拉應力最大,兩端為零。由力平衡可推出一個關鍵量——臨界纖維長度(critical fiber length) $\ell_c$:
$$\ell_c = \frac{\sigma_f \, d}{2 \tau}$$
其中 $\sigma_f$ 是纖維的拉伸強度、$d$ 是纖維直徑、$\tau$ 是界面剪切強度。它的物理意義是:纖維至少要有多長,界面才能把它「拉到斷」而不是先被拔出來。
- 若纖維長度 $\ell > \ell_c$:界面能傳遞足夠的應力,纖維中段達到自身強度而斷裂。承載效率高,但斷裂時拔出耗能少。
- 若 $\ell < \ell_c$:界面還來不及把纖維拉到斷,纖維就先整根滑出。承載效率低,但拔出過程大量耗能。
這裡藏著複合材料設計最迷人的取捨:追求強度要長纖維($\ell \gg \ell_c$),追求韌性卻要適度的拔出。連續纖維複合材料(如航太層板)靠長纖維獲得極高強度,但韌性主要來自前述的界面脫黏與裂紋偏轉;短纖維複合材料(如射出成形的工程塑膠)則常刻意讓 $\ell$ 接近 $\ell_c$,在強度與韌性間取平衡。
看一個例子
讓我們具體算一根碳纖維的臨界長度,感受一下尺度。
已知一種碳纖維:拉伸強度 $\sigma_f = 4000$ MPa、直徑 $d = 7\ \mu\text{m}$;與環氧樹脂的界面剪切強度 $\tau = 40$ MPa(這是一個典型的實測值)。
代入公式:
$$\ell_c = \frac{\sigma_f \, d}{2 \tau} = \frac{4000 \times 7}{2 \times 40} \ \mu\text{m} = \frac{28000}{80} \ \mu\text{m} = 350\ \mu\text{m}$$
也就是 $\ell_c \approx 0.35$ mm。
這個數字告訴我們什麼? 任何長度超過約 0.35 mm 的碳纖維,受拉時都會「斷」而非「拔出」。而航太層板用的是連續纖維,長度以公尺計,遠遠大於 $\ell_c$——它們幾乎都是斷裂模式,承載效率接近 100%。
現在做一個關鍵的對照思考:如果我們透過表面處理把界面剪切強度 $\tau$ 從 40 MPa 提升到 80 MPa(界面變強一倍),$\ell_c$ 會減半到 175 µm。表面上看,更短的纖維也能充分承載、強度更好。但代價是:拔出耗能大減、裂紋偏轉也變難(回想 Cook–Gordon),整體韌性下降。這就完整串起了「製程(表面改質)→ 結構(界面 $\tau$)→ 性質($\ell_c$ 與破壞模式)→ 性能(強度 vs. 韌性的取捨)」的因果鏈。沒有一個 $\tau$ 值是絕對最好的,只有「對這個應用最合適的」。
核心機制三:橋接與分層阻抗
把上面的機制放大到整片層板的尺度,會看到兩個重要現象。
纖維橋接(fiber bridging):當層板內部出現一條裂紋,裂紋後方往往還有一些纖維沒斷、跨在裂縫兩岸,像一座座小橋。這些橋接纖維對裂紋面施加一個「拉回去」的閉合力,等於在裂紋尖端外圍建立一個保護區。要讓裂紋繼續長,外加負荷必須先克服這些橋接力。其宏觀效果是材料表現出阻力曲線(R-curve)行為:裂紋越長,所需的能量釋放率 $G$ 反而越高,裂紋越走越「吃力」。這是一種自我穩定機制,讓複合材料即使出現裂紋也不會瞬間崩潰,而是緩慢、可預警地擴展。
分層與層間韌性:入門篇提過,層與層之間靠基體黏結,是結構最弱的一環。在斷裂力學裡,我們用層間斷裂韌性 $G_{Ic}$(張開模式 I)與 $G_{IIc}$(剪切模式 II)來量化抵抗分層的能力。傳統環氧基體的 $G_{Ic}$ 偏低,這正是複合材料怕衝擊的根源——衝擊能量很容易在層間傳播,造成入門篇提到的「目視難辨衝擊損傷」(BVID)。
如何提升 $G_{Ic}$?這是過去三十年複合材料研究的主戰場之一,常見策略包括:
- 韌化基體:在環氧樹脂裡加入橡膠顆粒或熱塑性微粒,當裂紋通過時,這些顆粒會發生塑性變形或空穴化(cavitation)吸收能量。
- 層間插層(interleaving):在鋪層之間夾一層韌性薄膜或不織布。
- Z 向強化(Z-pinning / 縫合):用細針或纖維束「釘穿」厚度方向,把原本只靠基體黏結的層與層機械性地鎖在一起,大幅提高 $G_{Ic}$,代價是輕微犧牲面內性質。
把機制加起來:複合材料的總韌性
現在可以回答開頭的矛盾了。複合材料的總斷裂能 $G_c$,大致是各個機制貢獻的疊加:
$$G_c \approx G_{\text{matrix}} + G_{\text{debond}} + G_{\text{pull-out}} + G_{\text{bridging}} + \cdots$$
其中純基體的貢獻 $G_{\text{matrix}}$ 很小(脆),但脫黏、拔出、橋接這幾項由「裂紋與纖維互動」產生的能量,動輒是基體本身的數十倍。在許多 CFRP 系統裡,纖維拔出與界面脫黏合計能貢獻總韌性的 80% 以上。
這就是「脆 + 脆 = 韌」的真相:韌性不是材料的固有屬性,而是結構誘發的湧現性質(emergent property)。它不存在於任何一個組成裡,而是誕生於裂紋被迫一次次繞路、脫黏、拔出的那個耗能過程中。自然界早就懂這套——貝殼的珍珠層(nacre)是文石(aragonite)薄片與少量蛋白質的「磚泥結構」,文石本身脆,但藉由薄片間的滑移、橋接與拔出,珍珠層的韌性比純文石高出約 3000 倍。複合材料工程,某種意義上是在用人造的方式,重新發明這個億萬年演化出來的智慧。
動手試試
不需要實驗室,用兩個思想實驗就能檢驗你是否真的掌握了這些機制:
-
強界面 vs. 弱界面:假設你能任意調整某 CFRP 的界面剪切強度 $\tau$。把 $\tau$ 調到極大(界面無限強),預測材料的強度與韌性各會怎麼變?(提示:強度上升趨近混合律上限,但裂紋不再偏轉、纖維不再拔出,韌性會塌陷,材料變脆。)反過來把 $\tau$ 調到極小又如何?(纖維幾乎不承載,強度崩潰,但也談不上韌——因為沒有應力能傳進纖維。)你會發現韌性對 $\tau$ 是個「中間最佳」的非單調關係。
-
長纖維 vs. 短纖維:用上面的 $\ell_c \approx 0.35$ mm,判斷一個用 2 mm 短碳纖維補強的射出成形塑膠零件,纖維是偏向斷裂還是拔出?($2 \text{ mm} \gg 0.35 \text{ mm}$,多數纖維會斷裂,承載效率高,但短纖維端點仍是應力集中與拔出耗能的來源,因此這類材料的韌性介於純塑膠與連續纖維層板之間。)
做完這兩題,你應該能體會:複合材料的設計從來不是「把每個參數都調到最大」,而是在強度與韌性、效率與容錯之間,為特定應用尋找那個剛好的平衡點。
重點回顧
- 強度與韌性是兩個獨立的量:強度是破壞所需應力,韌性是破壞所需能量($G_c$)。複合材料的剛性/強度服從混合律,但韌性完全不服從。
- 「脆 + 脆 = 韌」靠的是裂紋互動機制:界面脫黏、裂紋偏轉(Cook–Gordon)、纖維拔出、纖維橋接,每一步都把額外的功加進 $G_c$。
- 界面要「適度偏弱」才韌:界面太強則裂紋直穿、纖維被切斷、材料變脆;適度弱界面才能誘發脫黏與偏轉。界面強度有一個強度—韌性的最佳折衷值。
- 臨界纖維長度 $\ell_c = \sigma_f d / 2\tau$ 決定纖維是「斷裂」還是「拔出」:長纖維($\ell \gg \ell_c$)效率高、強度大;接近 $\ell_c$ 則拔出耗能、韌性佳。
- 總韌性是各機制的疊加且為結構誘發的湧現性質:脫黏與拔出常貢獻 80% 以上的韌性。自然界的珍珠層是同一原理的億年範本。
深入探討(研究所視角)
把上述「機制疊加」的圖像進一步嚴格化,是斷裂力學與微觀力學交會的前沿課題。
內聚力區模型(Cohesive Zone Model, CZM) 是目前模擬複合材料分層與界面脫黏的主流數值方法。它不把裂紋尖端視為應力奇異點,而是在裂紋前方定義一個「內聚區」,用一條牽引力—位移(traction–separation)曲線描述界面從黏結到完全分離的漸進過程。曲線下的面積正好等於層間斷裂韌性 $G_c$。CZM 能同時處理模式 I、模式 II 以及混合模式(mixed-mode)分層,常見的混合模式判據如 B–K(Benzeggagh–Kenane)準則:
$$G_c = G_{Ic} + (G_{IIc} - G_{Ic}) \left( \frac{G_{II}}{G_I + G_{II}} \right)^{\eta}$$
其中 $\eta$ 是由實驗擬合的材料參數。把 CZM 嵌進有限元素分析,工程師就能在不預設裂紋路徑的情況下,預測層板在衝擊或疲勞下的損傷起始與擴展。
從單纖維到整體的橋接:嚴謹的微觀力學會用單纖維拔出試驗(single-fiber pull-out / microbond test) 直接量測界面剪切強度 $\tau$ 與脫黏能,再透過剪滯理論或 CZM 把單纖維尺度的參數「升尺度(upscaling)」到層板的有效韌性。這條從奈米界面、到單纖維、到鋪層、到全機結構的多尺度建模(multiscale modeling) 鏈,是複合材料計算力學最核心也最困難的工作。
值得關注的研究方向包括:仿生階層結構——模仿珍珠層、骨骼、竹子的「磚泥」與梯度設計,用 3D 列印實現過去無法製造的韌化幾何;原位損傷感測——利用碳纖維本身的導電性,把整片結構變成自己的應變/裂紋感測器(即入門篇提到的多功能複合材料);以及疲勞與環境耦合下的界面退化——濕熱、紫外線、循環負荷如何逐漸劣化那層決定一切的界面。從 Cook 與 Gordon 在 1964 年的一個側向應力洞察,到今天用機器學習反演牽引力—位移曲線,複合材料的韌性研究始終圍繞同一個謎題:如何讓一條裂紋的旅程,走得越遠越艱難。