
停滯薄膜真的存在嗎?——當膜模型開始說謊
從滲透與表面更新理論修正膜模型的指數錯誤,再以 HTU–NTU 框架與 Hatta 數,把質傳係數翻譯成可設計、可優化的吸收塔。
停滯薄膜真的存在嗎?——當膜模型開始說謊
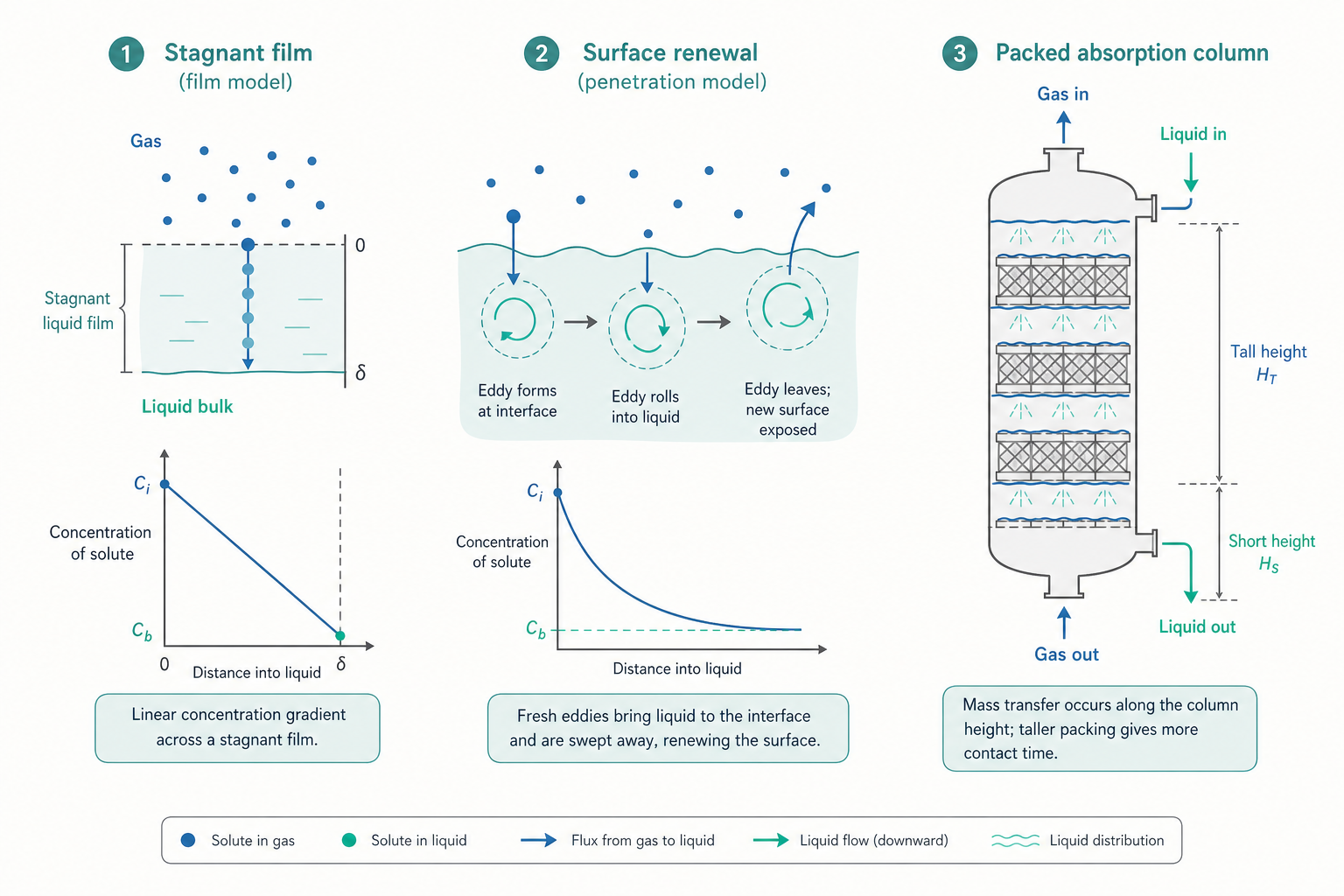
讀過入門篇,你已經知道雙膜理論(two-film theory)把氣液界面想像成兩層停滯薄膜,質傳係數寫成 $k_c = D_{AB}/\delta$。這個圖像優雅、好算,也撐起了大半本單元操作教科書。但如果有人問你:那層「膜」到底厚多少?是 $0.1$ mm 還是 $1$ μm?你量得到它嗎?
老實說,量不到。停滯膜是一個虛構但有用的概念——它把複雜流場的全部阻力打包進一個假想厚度 $\delta$,方便工程估算,卻不必然對應物理實在。更尷尬的是,膜模型預測 $k_c \propto D_{AB}^{1}$(一次方),但無數實驗(尤其是攪拌液體、氣泡塔、填料塔的界面更新場景)測到的是 $k_c \propto D_{AB}^{0.5}$(半次方)。整整差了一個指數。這不是小數點誤差,而是模型的物理圖像出了問題。
進階篇我們就從這個裂縫切進去:先看兩個比膜模型更接近真相的質傳理論,再走進塔設計的 HTU–NTU 框架,最後談反應放大質傳的定量判準與 rate-based 模擬的前沿。這些是把「會算費克定律」升級為「會設計一座塔」的關鍵跨越。
滲透理論與表面更新:界面其實在不斷翻新
膜模型假設界面附近有一層永遠停滯的薄膜,所以那裡的擴散總有時間達到穩態。但真實的氣泡塔、攪拌槽、填料塔裡,界面上的液體小單元(liquid eddy)不斷被主體流帶上界面、停留一小段時間、又被翻攪走,換上新鮮的液體。界面根本來不及進入穩態。
希格比(Ralph Higbie)在 1935 年提出滲透理論(penetration theory):每一小團液體被帶到界面後,暴露一段固定的接觸時間 $t_c$,期間進行非穩態擴散(正是入門篇的費克第二定律),然後就離開。對這段暫態擴散求解平均通量,可得
$$ k_c = 2\sqrt{\frac{D_{AB}}{\pi\, t_c}} $$
注意這裡 $k_c \propto \sqrt{D_{AB}}$——半次方,正好對上實驗。膜模型的一次方之所以失準,就是因為它錯誤地假設界面永遠停滯、永遠穩態。
但希格比假設「每一團液體都剛好暴露相同時間 $t_c$」也不太真實。丹克沃茨(Peter Danckwerts)在 1951 年改進為表面更新理論(surface-renewal theory):界面上的液體單元有各種年齡,被替換的機率服從一個常數表面更新率(surface-renewal rate) $s$(單位 $1/\mathrm{s}$)。對年齡分布加權平均後得到
$$ k_c = \sqrt{D_{AB}\, s} $$
依然是優雅的半次方。三個理論可以這樣對照記憶:
| 理論 | 物理圖像 | $k_c$ 與 $D_{AB}$ 的關係 |
|---|---|---|
| 膜模型(film) | 停滯薄膜、穩態擴散 | $k_c = D_{AB}/\delta \;\propto\; D_{AB}^{1}$ |
| 滲透理論(Higbie) | 固定暴露時間、暫態擴散 | $k_c = 2\sqrt{D_{AB}/(\pi t_c)} \;\propto\; D_{AB}^{0.5}$ |
| 表面更新(Danckwerts) | 隨機年齡、更新率 $s$ | $k_c = \sqrt{D_{AB}\,s} \;\propto\; D_{AB}^{0.5}$ |
這不是「哪個對哪個錯」的選擇題。膜模型在固體壁面、管流等界面確實相對穩定的場景仍很好用;滲透與表面更新則在氣泡、液滴、激烈攪拌等界面快速翻新的場景更準。懂得依流況挑模型,正是進階與入門的分水嶺。
從係數到塔高:HTU–NTU 框架
入門篇那個氨吸收例子,最後用一條公式 $Z = G_s(y_1-y_2)/(K_y a\,\Delta y_{lm})$ 算出塔高。那其實是一個更通用框架的特例。對連續接觸式(continuous-contact)填料塔,正規的設計方程來自對微分塔段做質量平衡再積分。
考慮一座逆流吸收塔,惰性氣體流量 $G_s$ 固定。對高度 $dZ$ 的微元做被吸收組分的質量平衡,並令吸收速率等於質傳速率 $K_y a\,(y - y^*)\,dZ$,其中 $y^*$ 是與當地液相成平衡的氣相莫耳分率。整理積分後得到設計工程師最愛的拆解:
$$ Z = \underbrace{\frac{G_s}{K_y a}}_{\text{HTU}} \times \underbrace{\int_{y_2}^{y_1} \frac{dy}{y - y^*}}_{\text{NTU}} $$
這把塔高 $Z$ 漂亮地分成兩個各有意義的因子:
- 傳遞單元高度(Height of a Transfer Unit, HTU) $= G_s/(K_y a)$,單位是公尺。它只跟質傳效率有關:填料比表面積越大、潤濕越好、$K_y a$ 越高,HTU 越小。HTU 衡量「設備本身有多會傳質」。
- 傳遞單元數(Number of Transfer Units, NTU) $= \int dy/(y-y^*)$,無因次。它只跟分離難度有關:要求的純度越高、操作線越貼近平衡線(推動力越小),NTU 越大。NTU 衡量「這個分離任務有多難」。
塔高 = 難度 × 單位難度所需的設備長度。這個拆解的威力在於:它把「程序規格(要分多乾淨)」與「設備性能(填料多有效)」解耦了。你可以分別優化兩者。
把 HTU–NTU 對照離散的理論板(theoretical plate)概念也很有啟發。板式塔用理論板數(NTP)與等板高度(HETP) 描述:$Z = \mathrm{NTP} \times \mathrm{HETP}$。當操作線與平衡線都近似直線時,可證明 NTU 與 NTP 之間有簡潔關係:
$$ \mathrm{NTU} = \mathrm{NTP}\cdot \frac{\ln(1/A)}{1 - A}, \qquad A = \frac{L}{mG} $$
其中 $A$ 是吸收因子(absorption factor),$L/G$ 是液氣比,$m$ 是平衡線斜率。當 $A=1$ 時 $\mathrm{NTU}=\mathrm{NTP}$;$A$ 偏離 1 越遠,連續接觸與分段接觸的等價關係就越分歧。這條橋樑讓我們能在板式(McCabe–Thiele 思維) 與填料式(HTU–NTU 思維) 之間自由切換,是分離工程師的核心肌肉記憶。
看一個例子
問題: 用清水逆流吸收空氣中的稀薄丙酮蒸氣。氣相進口莫耳分率 $y_1 = 0.020$,要求出口 $y_2 = 0.001$(去除 95%)。系統稀薄,操作線與平衡線皆可視為直線,平衡關係 $y^* = m\,x$ 中 $m = 1.2$。選定液氣比使吸收因子 $A = L/(mG) = 2.0$,且入口清水使 $x_2 \approx 0$。已知填料塔的氣相 HTU(即 $H_{Oy}=G_s/K_ya$)為 $0.5\ \mathrm{m}$。求所需填料高度 $Z$。
解:
稀薄、雙線性系統的 NTU 有解析式(Colburn 公式):
$$ \mathrm{NTU} = \frac{A}{A-1}\,\ln\!\left[\left(1-\frac{1}{A}\right)\frac{y_1 - m x_2}{y_2 - m x_2} + \frac{1}{A}\right] $$
代入 $A=2.0$、$x_2 = 0$、$y_1/y_2 = 0.020/0.001 = 20$:
$$ \mathrm{NTU} = \frac{2}{1}\,\ln\!\left[(1-0.5)\times 20 + 0.5\right] = 2\,\ln(10.5) \approx 2 \times 2.351 = 4.70 $$
於是塔高
$$ Z = \mathrm{HTU} \times \mathrm{NTU} = 0.5 \times 4.70 = 2.35\ \mathrm{m} $$
這個結果合理得多——對照入門篇那座荒謬的 112.5 m 高塔,差別在於我們這次選了較高的吸收因子($A=2$ 而非接近 1),讓操作線遠離平衡線、推動力充足,NTU 才壓得下來。這正印證 HTU–NTU 拆解的設計直覺:想降塔高,要嘛改善設備(降 HTU),要嘛把分離任務變簡單(降 NTU,通常靠提高液氣比)。值得一提,提高 $L/G$ 會增加抽水與後續溶劑回收的能耗,所以最佳 $A$ 通常落在 $1.4 \sim 2.0$,這又把我們帶回程序優化的權衡。
反應如何放大質傳:Hatta 數與增強因子
入門篇在研究所視角提了一句「化學反應會放大質傳,用增強因子 $E$ 量化」。進階篇把它講清楚,因為這是現代 $\mathrm{CO_2}$ 捕集、酸氣處理的設計核心。
當溶質 A 溶入液膜後立刻與液相中的試劑 B 反應(例如 $\mathrm{CO_2}$ 進入單乙醇胺 MEA 溶液),反應就地消耗 A,使液膜內的濃度梯度變得更陡,界面通量因此被放大。放大倍率就是增強因子(enhancement factor)
$$ E = \frac{N_{A,\text{有反應}}}{N_{A,\text{純物理吸收}}} \geq 1 $$
判斷反應有多「幫得上忙」,關鍵是比較反應的快慢與擴散穿越液膜的快慢。這個比值的平方根就是Hatta 數(Hatta number)。對一階(或擬一階)反應,速率常數 $k_1$:
$$ \mathrm{Ha} = \frac{\sqrt{k_1 D_{AB}}}{k_L} $$
其中 $k_L$ 是物理質傳係數。Hatta 數把反應吸收切成三個截然不同的操作區:
| 區域 | 條件 | 物理意義 | 增強因子 |
|---|---|---|---|
| 慢反應區 | $\mathrm{Ha} \ll 1$ | A 來不及在膜內反應,先擴散進主體才反應 | $E \approx 1$(反應不影響質傳) |
| 快反應區 | $\mathrm{Ha} > 3$ | A 在液膜內就反應殆盡 | $E \approx \mathrm{Ha}$ |
| 瞬間反應區 | $\mathrm{Ha} \to \infty$ | 反應面退到界面,受 B 供應限制 | $E \to E_\infty$(由 B 擴散決定) |
這個分區的工程價值極高:它告訴你該往哪裡施力。若系統落在快反應區($E\approx\mathrm{Ha}$),增大 $k_1$(提高試劑濃度、選更活潑的胺)或 $D_{AB}$ 才有效,加大氣相流速沒用——因為瓶頸在液膜反應,不在氣相輸送。反過來,慢反應區($E\approx1$)就回到純物理吸收,膜外阻力才是主角。先用 Hatta 數定位,再決定優化方向,比盲目調參數高效得多。
值得特別留意的是瞬間反應區的上限 $E_\infty$。當反應快到反應面退縮至界面時,整體速率不再受反應動力學限制,而被「試劑 B 從主體液相擴散補給到界面」的速度卡住。對化學計量比為 1:1 的反應,這個上限可近似寫成
$$ E_\infty \approx 1 + \frac{D_B\, C_{B,\text{bulk}}}{D_{AB}\, C_{A,i}} $$
其中 $C_{A,i}$ 是界面 A 的濃度、$C_{B,\text{bulk}}$ 是主體 B 的濃度。這條式子提醒我們:再快的反應也救不了「試劑供應不足」的塔——一旦達到 $E_\infty$,繼續加大胺的反應活性毫無意義,該做的是提高試劑濃度或增大液氣比把 B 補上來。這種「找出真正瓶頸」的診斷思維,正是化工設計與盲目試誤的分野。
動手試試
某 $\mathrm{CO_2}$/胺溶液系統,擬一階速率常數 $k_1 = 10^{4}\ \mathrm{s^{-1}}$,$\mathrm{CO_2}$ 在液中擴散係數 $D_{AB}=1.8\times 10^{-9}\ \mathrm{m^2/s}$,物理質傳係數 $k_L = 2\times 10^{-4}\ \mathrm{m/s}$。先判斷操作區,再估增強因子。
$$ \mathrm{Ha} = \frac{\sqrt{k_1 D_{AB}}}{k_L} = \frac{\sqrt{10^{4}\times 1.8\times10^{-9}}}{2\times10^{-4}} = \frac{\sqrt{1.8\times10^{-5}}}{2\times10^{-4}} = \frac{4.24\times10^{-3}}{2\times10^{-4}} \approx 21 $$
$\mathrm{Ha}\approx 21 \gg 3$,落在快反應區,故 $E \approx \mathrm{Ha} \approx 21$。換句話說,化學反應把質傳速率放大了約 21 倍——這正是為什麼工業 $\mathrm{CO_2}$ 捕集要用化學吸收(胺洗)而非純水物理吸收:同樣一座塔,反應讓它的處理能力提升一個數量級。
重點回顧
- 膜模型的指數錯誤:film theory 預測 $k_c\propto D_{AB}^1$,但界面快速翻新的場景實測為 $D_{AB}^{0.5}$;滲透理論($k_c=2\sqrt{D_{AB}/\pi t_c}$)與表面更新理論($k_c=\sqrt{D_{AB}\,s}$)給出正確的半次方依賴,要依流況選模型。
- HTU–NTU 拆解 $Z=\mathrm{HTU}\times\mathrm{NTU}$ 把塔高解耦成「設備性能」(HTU $=G_s/K_ya$)與「分離難度」(NTU $=\int dy/(y-y^*)$),是填料塔設計的標準語言。
- 連續與分段接觸的橋樑:$\mathrm{NTU}=\mathrm{NTP}\cdot\ln(1/A)/(1-A)$ 連接填料塔(HTU–NTU)與板式塔(NTP–HETP),$A=L/(mG)$ 是吸收因子,$A=1$ 時兩者相等。
- Hatta 數定位反應吸收:$\mathrm{Ha}=\sqrt{k_1D_{AB}}/k_L$ 把系統分為慢反應($E\approx1$)、快反應($E\approx\mathrm{Ha}$)、瞬間反應($E\to E_\infty$)三區,決定優化該針對哪一相。
- 增強因子翻轉設計直覺:化學反應可把質傳放大數十倍,這是化學吸收(胺洗 $\mathrm{CO_2}$)勝過物理吸收的根本原因。
深入探討(研究所視角)
平衡級模型 vs. rate-based 模型之爭。 傳統蒸餾/吸收設計用平衡級(equilibrium-stage)模型:假設離開每一級的兩相達到熱力學平衡,再用 Murphree 板效率(Murphree efficiency)打折扣修正。但板效率是一個經驗「補丁」,對非理想、多成分、反應系統往往失準。現代分離模擬(Aspen Plus 的 RateFrac、ProTreat 等)改用 rate-based 模型:直接對每一級寫氣液兩側的 Maxwell–Stefan 質傳速率方程與能量平衡,不假設平衡,而是讓質傳速率本身決定分離程度。這也是為什麼入門篇提到的 Maxwell–Stefan 架構如此重要——它是 rate-based 模擬的理論骨幹。對胺洗 $\mathrm{CO_2}$、反應蒸餾這類強耦合系統,rate-based 已是業界標準。
質傳係數的關聯與不確定性。 rate-based 模型再嚴謹,仍需餵入填料的 $k_G a$、$k_L a$ 與有效界面積 $a_e$。這些通常來自半經驗關聯式(Onda、Billet–Schultes、Rocha–Bravo–Fair 等),而不同關聯對同一填料的預測可能相差 $\pm 30\%$。因此一個值得思辨的問題是:當設計的不確定性主要來自質傳關聯而非模型結構時,追求更精細的 Maxwell–Stefan 數值解,邊際效益還剩多少? 這正是當代分離工程在「機理建模」與「資料驅動」之間拉扯的縮影——近年已有研究用實驗資料庫訓練機器學習模型來預測 $a_e$ 與 $k_L a$,補強傳統關聯。
從速率方程到程序優化。 把上述全部接回優化學:在一座吸收塔的總年化成本(total annualized cost)最小化問題中,HTU 進入塔高(資本支出)、NTU 受純度規格約束、吸收因子 $A=L/(mG)$ 同時牽動 NTU(降之)與溶劑循環能耗(升之),而 Hatta 數則決定該選哪種試劑與濃度。一個完整的程序系統工程(process systems engineering)問題,會把塔徑、填料型式、液氣比、試劑濃度全設為決策變數,在質傳速率方程與相平衡約束下解非線性規劃。質傳模型在這裡的角色,是把每一個物理機制翻譯成目標函數裡可被微分、可被優化的一項——這就是輸送現象通往程序設計的最後一哩路。