
當製程「平均合格」卻還是不斷出包:你需要看懂變異的數學
深入統計製程管制(SPC)、製程能力指標 Cp/Cpk 與田口損失函數,看懂如何用統計把品質從「事後檢驗」推回「事前設計」。
當製程「平均合格」卻還是不斷出包:你需要看懂變異的數學
入門篇留下一個沒講完的關鍵句:六標準差的核心哲學是「變異是品質的敵人」。但這句話如果只停在口號,幾乎沒有操作意義。真正的問題是——變異到底長什麼樣子?我們怎麼知道一個製程是「穩定地有點問題」還是「偶爾爆走」?又該如何用一個數字告訴老闆「這條產線到底夠不夠格接這張訂單」?
想像一個情境。某 CNC 加工廠生產一批軸承,規格要求外徑落在 10.00 ± 0.05 公釐之間。品保抽檢一週,算出平均外徑剛好是 10.00,完美命中中心值。主管鬆了一口氣:「平均對準了,沒問題。」結果出貨後客戶端組裝線卻不斷反映卡死,退貨率高達 3%。平均明明完美,為什麼還是大量不良?
答案是:平均(mean)只告訴你「準不準」,卻完全沒告訴你「穩不穩」。 這條產線的平均對準了中心,但每一件的外徑像撒網一樣散得很開——有的 9.94、有的 10.07,正負兩端都在飛出規格界限之外。互相抵消之後,平均看起來無懈可擊,實際品質卻一塌糊塗。這篇進階文章要帶你深入入門篇一筆帶過的統計引擎:統計製程管制(SPC)、製程能力指標(Cp / Cpk),以及把品質從「事後檢驗」往「事前設計」推的田口損失函數與穩健設計。
共同原因 vs. 特殊原因:戴明變異理論的分水嶺
要看懂 SPC,得先掌握戴明(W. Edwards Deming)變異理論中最重要、卻最常被誤用的一組概念——共同原因變異(common cause variation)與特殊原因變異(special cause variation)。
- 共同原因變異是系統「天生」的雜訊。機台本身的微小震動、原料批次間的細微差異、環境溫濕度的自然波動,這些因素永遠存在、無法完全消除,只能透過重新設計系統來縮小。一個只有共同原因在作用的製程,我們稱它「在管制中」(in control)或「統計穩定」——它依然會變動,但變動是可預測的。
- 特殊原因變異則是「外來的入侵者」。某把刀具突然崩裂、某位新手裝錯夾治具、某批原料供應商偷換規格。這類原因不是系統的常態,它會讓製程突然偏離原本可預測的軌道。
為什麼這個區分如此關鍵?因為對這兩種變異採取錯誤的反應,會讓品質變得更糟,而不是更好。戴明用一個著名的實驗「漏斗實驗」(funnel experiment)說明:如果你看到製程只是因為共同原因而正常波動,卻每次都急著去「調整」機台想把它拉回中心,你的調整本身會引入新的變異,使輸出的散布反而擴大。戴明把這種「對雜訊過度反應」稱為干預(tampering),是管理上極常見的錯誤。
反過來,如果出現的是特殊原因(例如刀具崩裂),你卻把它當成「正常波動,再觀察看看」,那不良品就會源源不絕地產出。
所以管理者真正需要的,是一個能客觀區分「這只是雜訊」還是「真的出事了」的工具。這個工具就是管制圖。
管制圖:給製程裝上心電圖
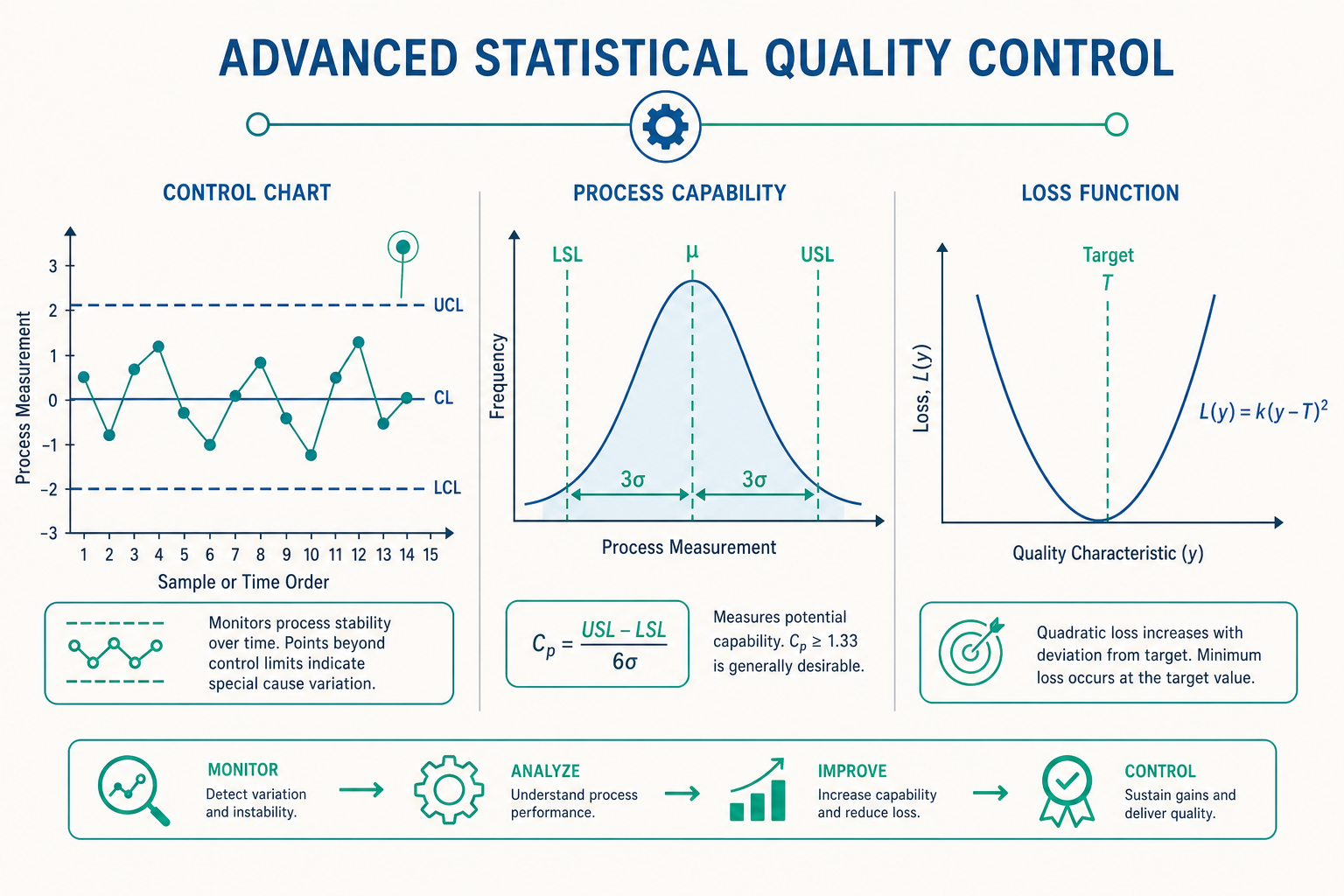
統計製程管制(Statistical Process Control, SPC)的核心工具是管制圖(control chart),由貝爾實驗室的休哈特(Walter Shewhart)在 1920 年代發明,可以說是整個現代品管統計的源頭。
管制圖的概念出奇地優雅。它在時間軸上連續記錄製程的量測值,並畫出三條線:
- 中心線(CL):製程的平均水準。
- 管制上限(UCL)與管制下限(LCL):通常設在平均值上下三個標準差(±3σ)的位置。
這裡有一個初學者最容易混淆的致命陷阱:管制界限(control limits)不等於規格界限(specification limits)。
- 規格界限來自顧客或工程圖面——「外徑必須在 10.00 ± 0.05」是顧客的要求。
- 管制界限來自製程自己的歷史數據——它描述「這個製程在穩定狀態下,實際上會自然波動到什麼範圍」。
兩者完全是不同來源、不同意義的東西。管制圖回答的不是「合不合格」,而是「這個製程還是不是它原本的樣子」。
為什麼是 ±3σ?因為若數據近似常態分布,落在 ±3σ 之外的機率只有約 0.27%(即一千次中約 2.7 次)。所以當一個點突然跑出管制界限,比起「碰巧的極端雜訊」,更合理的解釋是「系統真的變了」——很可能有特殊原因入侵。除了單點出界,實務上還會搭配「西電規則」(Western Electric Rules)等判讀法則,例如「連續七點都在中心線同一側」「連續六點持續上升」也視為製程失控的訊號——因為這些型態用純機率很難自然發生。
關鍵的管理意涵是:管制圖讓你把『要不要採取行動』這件事,從主觀直覺變成有統計依據的決策。 點在界限內隨機跳動 → 別動它(那是共同原因,亂調就是 tampering);點出界或出現異常型態 → 立刻追查特殊原因。
看一個例子
延續開頭那家 CNC 廠。品保主管導入 X̄-R 管制圖(平均值圖搭配全距圖),每小時抽 5 件量外徑,把那一組的平均畫在 X̄ 圖、把組內最大減最小的全距畫在 R 圖。
第一天的圖看起來點都在界限內隨機跳動,代表製程穩定。到了第三天下午三點,R 圖突然有一點衝破 UCL——組內全距暴增,表示那一組件裡的尺寸忽大忽小。主管沒有去動機台的歸零設定(那會是 tampering),而是按管制圖的訊號去追查特殊原因,發現是該時段換上的一把刀具已經磨損、切削時開始彈跳。換刀後,R 圖立刻回到界限內。
如果沒有管制圖,這個問題只會在一週後以「客戶端卡死、退貨 3%」的形式爆發。管制圖的價值,就是把問題從「外部失敗成本」(最貴的那一類)往前攔截到「內部、即時」的層級。
製程能力:用一個數字回答「我夠格嗎」
管制圖告訴你製程「穩不穩」,但還有另一個獨立的問題:就算製程很穩定,它的自然散布塞不塞得進顧客的規格範圍?這就是製程能力(process capability)要回答的,而它最常用的指標是 Cp 與 Cpk。
Cp(製程潛在能力)衡量的是「規格寬度」相對於「製程自然散布寬度」的比值:
Cp = (USL − LSL) / (6σ)
分子是規格容許的總寬度(上規格界限減下規格界限),分母是製程的自然散布(±3σ 共 6σ)。直覺理解:Cp 就是在問「顧客給我的籃框,比我投籃時球的散布範圍大幾倍」。Cp = 1 代表製程散布剛好塞滿規格、毫無餘裕;Cp = 2 代表規格寬度是製程散布的兩倍,餘裕充足——而 Cp = 2 正好對應六標準差水準。
但 Cp 有個致命盲點:它只看散布寬度,完全不管製程有沒有對準中心。回到開頭那個「平均完美卻大量不良」如果反過來——一個散布很窄、Cp 很漂亮、但整個偏到規格一側的製程,Cp 依然會給你高分,掩蓋了實際大量出界的事實。
於是有了 Cpk(製程實際能力),它同時考慮散布與偏移:
Cpk = min[ (USL − μ) / 3σ , (μ − LSL) / 3σ ]
它分別算「平均值到上限的距離」與「平均值到下限的距離」各佔幾個 3σ,取較小的那一邊。哪一邊離得近、風險高,Cpk 就反映哪一邊。
兩者的關係極具洞察力:
- Cp = Cpk → 製程完美置中。
- Cpk < Cp → 製程有偏移,差距越大偏得越離譜。
- Cpk < 1 → 即使製程穩定,自然散布也已經超出規格,必然產出一定比例的不良。
所以實務驗收常同時看兩個:Cp 告訴你「潛力夠不夠」(散布夠不夠窄),Cpk 告訴你「現在做得好不好」(有沒有對準)。一個 Cp 高但 Cpk 低的製程,好消息是只要把平均值校回中心就能立刻大幅改善,不必砸錢換設備。
補充一個常被混淆的細節:Cp/Cpk 用的是製程「在管制中」的短期組內變異,反映潛在能力;另有 Pp/Ppk 用涵蓋長期、跨班次的整體變異,反映實際長期表現。兩者的落差,本身就是製程穩定度的診斷線索。
動手試試
假設規格是 10.00 ± 0.05,即 LSL = 9.95、USL = 10.05,規格寬度 0.10。
情境 A:製程平均 μ = 10.00,標準差 σ = 0.01。 - Cp = 0.10 / (6 × 0.01) = 0.10 / 0.06 ≈ 1.67 - Cpk = min[(10.05−10.00)/0.03 , (10.00−9.95)/0.03] = min[1.67, 1.67] = 1.67 - Cp = Cpk,完美置中,能力良好。
情境 B:散布一樣(σ = 0.01),但平均偏掉了,μ = 10.03。 - Cp 不變,仍是 1.67(散布沒變)。 - Cpk = min[(10.05−10.03)/0.03 , (10.03−9.95)/0.03] = min[0.67, 2.67] = 0.67
看出威力了嗎?同樣一條產線,散布完全沒變,光是平均偏移了 0.03,Cpk 就從 1.67 崩到 0.67——遠低於 1。如果只看 Cp,你會以為製程很健康;唯有 Cpk 揭穿了「它正大量產出上限外的不良」。這就是為什麼採購驗收條款幾乎都指定 Cpk ≥ 1.33(業界常見門檻)而非只看 Cp,並要求附管制圖證明製程確實在管制中——因為一個失控的製程,算出來的 Cpk 在統計上根本沒有意義。
從「壓低不良率」到「逼近目標值」:田口的損失函數
到這裡你可能會發現,前面整套思維仍隱含一個傳統假設:只要落在規格界限內,就一律算「好品質」,落在界限外才是「壞」。這是一種「合格/不合格」的二元門檻觀。
日本品質工程大師田口玄一(Genichi Taguchi)對這個假設提出了革命性的挑戰。他主張:品質損失並不是在跨越規格界限那一瞬間才從零跳到滿,而是只要偏離目標值,損失就連續地、漸進地產生了。 一個剛好壓在規格界限內側(9.951)的零件,和一個落在正中心(10.000)的零件,在傳統觀念裡都「合格」,但田口認為前者的潛在損失明顯較高——它離理想值更遠,組裝時與其他零件累積公差後更容易出問題、壽命也可能更短。
田口用一條二次損失函數(quadratic loss function)來描述這件事:
L(y) = k × (y − T)²
其中 y 是實際量測值、T 是目標值、k 是損失係數。這條拋物線的意義是:偏離目標越遠,損失以平方的速度急遽放大;只有命中目標值 T,損失才為零。
這個觀念翻轉了品質改善的目標函數。傳統作法是「降低不良率」——把出界的比例壓下去就好;田口的作法是「降低變異,讓每一件都盡量貼近目標值」——即使它們本來就全部合格。換句話說,田口把品質追求從「不要出界」升級成「向中心靠攏」,這與六標準差「打擊變異」的精神高度一致,但提供了更強的經濟學論證:規格界限內的變異不是免費的,它有實實在在的、可貨幣化的社會損失。
田口最深刻的貢獻其實在設計端——穩健設計(robust design)。他區分了兩種影響輸出的因子:控制因子(我們設計時能決定的參數,如材料配方、製程溫度設定)與雜訊因子(使用時無法控制的干擾,如環境濕度、使用者操作習慣、零件老化)。傳統思維想盡辦法去「消除雜訊」,但雜訊往往昂貴或根本無法消除。田口的洞見是:與其燒錢消除雜訊,不如透過實驗設計(DOE)找出一組控制因子的最佳組合,讓產品『對雜訊變得不敏感』。
舉例來說,與其要求所有顧客都在恆溫環境使用產品(消除雜訊,幾乎不可能),不如在設計階段就找出一種電路參數組合,使產品在 0°C 到 40°C 都能穩定運作(對溫度雜訊不敏感)。這種「讓品質在源頭就被設計進去(design quality in),而不是在末端被檢驗出來(inspect quality out)」的思想,正是現代「設計六標準差」(Design for Six Sigma, DFSS)與品質機能展開(QFD)的精神基礎,也把品質管理的戰場,從入門篇談的生產線、向前推到了產品還在圖紙上的研發階段。
重點回顧
- 平均值只說「準不準」,標準差才說「穩不穩」。一個平均完美但散布過大的製程,照樣大量出不良;品質的真正敵人是變異。
- 管制圖的核心是區分共同原因與特殊原因。對共同原因(雜訊)亂調整叫 tampering,會放大變異;對特殊原因視而不見則讓不良源源不絕。管制界限源自製程歷史,不等於顧客的規格界限。
- Cp 看潛力(散布夠不夠窄),Cpk 看實際(有沒有對準中心)。Cp 與 Cpk 的落差揭露製程偏移;驗收常要求 Cpk ≥ 1.33,且必須建立在製程在管制中的前提上。
- 田口損失函數主張:偏離目標即有損失,且以平方放大。品質目標應從「壓低不良率」升級為「向目標值靠攏、降低變異」。
- 穩健設計把品質前移到研發端:與其昂貴地消除雜訊,不如設計出對雜訊不敏感的產品(design quality in),這是 DFSS 與 QFD 的思想根基。
深入探討(研究所視角)
對於想再往前一步的讀者,本文觸及的統計與工程方法背後,還有幾個值得深究的張力與前沿。
第一,「1.5 倍 sigma 偏移」的爭議。 六標準差宣稱 6σ 水準對應 3.4 DPMO,但純統計上 ±6σ 的出界機率其實只有十億分之二,遠低於 3.4 ppm。3.4 這個數字其實內建了一個「製程長期會偏移 1.5σ」的經驗假設——摩托羅拉觀察到製程的平均值會隨時間漂移約 1.5 個標準差,於是把短期能力打了折扣。這個 1.5σ shift 在學界一直有爭議:它是否普適?對所有製程都該套同一個值嗎?這正好呼應本文 Cp/Cpk(短期)與 Pp/Ppk(長期)的區別,是測量哲學上很有意思的辯論起點。
第二,常態分布假設的脆弱性。 管制界限的 ±3σ 機率、製程能力指標的不良率換算,幾乎都預設輸出服從常態分布。但真實製程的數據常是偏態的(如同心度、表面粗糙度這類有物理下限為零的量測),此時直接套用常態公式會嚴重誤判能力。如何處理非常態資料——是做數據轉換(如 Box-Cox)、改用非參數方法、還是採用 Clements 法估計能力指標——是統計品管研究中持續發展的領域。
第三,SPC 在高頻、高維度資料下的當代轉型。 傳統休哈特管制圖為「人工、低頻抽樣」的時代設計,一次盯一個品質特性。但在 Industry 4.0 情境下,一台機台每秒可能吐出數百個感測器讀數、彼此高度相關。此時單變量管制圖會失效(多重比較會頻繁誤報),於是發展出多變量管制圖(如 Hotelling T² 管制圖)與結合機器學習的異常偵測。品質管理與資料科學、預測性維護(predictive maintenance)的交會,正是當前最活躍的研究前沿之一——SPC 的「區分訊號與雜訊」核心問題沒變,但工具正在從統計學擴張到機器學習。
延伸閱讀方向:可深入研讀休哈特原著中「統計管制狀態」(state of statistical control)的哲學定義、田口方法中「訊噪比」(S/N ratio)與正交表(orthogonal array)的實驗設計細節、量測系統分析(MSA)中的 Gage R&R 如何拆解量測誤差,以及製程能力分析在非常態與小樣本情境下的修正方法。這些都是把「變異是品質的敵人」這句口號,真正轉化為可操作之科學的關鍵環節。